

Для распиловки мерзлой древесины рекомендуется применять самоотпуск. Для этого закалку проводят на спокойном воздухе. В этом случае зубья закаливаются на мартенсит и получают твердость HRCэ 58,7 а отпуск проводят за счет тепла, оставшегося внутри зуба.
Период стойкости пил после ВТМО увеличивается в 2 раза.
6.11. Организация заточки инструмента
Восстановление режущих свойств затупившихся лезвий инструмента осуществляют заточкой их шлифовальными кругами и доводкой. Около 80% работы, затрачиваемой шлифовальными кругами при заточке, превращается в тепло. Мгновенная температура нагрева в тонких слоях, контактирующих со шлифовальным кругом, может достигать 870...1200° [15].
Тепло, возникающее в контакте, вызывает необратимые структурные изменения в металле, а также понижение микротвердости в поверхностном слое затачиваемого инструмента. Толщина измененного слоя может достигать 0,2 мм. Кроме того, в поверхностных слоях лезвия появляются внутренние напряжения, которые ведут к образованию микротрещин и непрямолинейности режущей кромки.
При правильной организации заточки силы резания при работе шлифовального круга, а следовательно, и количество выделяемого тепла, можно уменьшить. Для этого необходимо соблюдать рекомендуемые режимы заточки и доводки.
Основными параметрами режима заточки являются тип шлифовального круга, поперечная и продольная подача. Каждому режиму заточки соответствует свой шлифовальный круг. Поперечная подача не более 0,02 мм за двойной ход, продольная подача – 3...6 м/мин. После заточки обязательна доводка.
6.12.Уменьшение шероховатости поверхностей лезвий инструмента
После заточки на поверхностях лезвий остаются риски, углубления, впадины. Шероховатая поверхность лезвия – одна из причин образования сил трения при резании древесины и выделения тепла. Температура в тонком поверхностном слое лезвия достигает 800...840°С. Она вызывает структурные изменения в металле и износ лезвий.
Один из путей повышения стойкости инструмента при резании – уменьшение шероховатости поверхностей лезвий, удаление дефектов заточки, заусенцев, заворотов. Для этого поверхности лезвий можно править шлифовальными кругами, оселками, пастами.
53
Электролитическое полирование поверхностей лезвий – эффек- |
||||||||
тивный способ уменьшения шероховатости. Осуществляется оно путем из- |
||||||||
бирательного анодного растворения выступов металла и затягивания впа- |
||||||||
дин плохо растворимыми продуктами распада. Когда поверхность сгладит- |
||||||||
ся, интенсивность растворения во всех точках становится одинаковой. |
||||||||
Происходит равномерное удаление слоя. |
|
|
|
|||||
Для полирования режущего инструмента рекомендуется электролит |
||||||||
следующего состава, %: |
|
|
|
|
|
|||
|
|
Ортофосфорная кислота ... ... ... ... ... ... ... . |
65 |
|
||||
|
|
Серная кислота ... ... ... ... ... ... ... ... ... ... ... |
15 |
|
||||
|
|
Хромовый ангидрид ... ... ... ... ... ... ... ... ... |
6 |
|
||||
|
|
Дистиллированная вода ... ... ... ... ... ... ... ... |
14 |
|
||||
Предварительно инструмент обезжиривается в электролите |
со- |
|||||||
става, г/л: |
|
|
|
|
|
|
|
|
|
|
Каустическая сода ... ... ... ... ... ... ... ... ... ... |
10 |
|
||||
|
|
Кальцинированная сода ... ... ... ... ... ... ... ... |
25 |
|
||||
|
|
Тринатрийфосфат ... ... ... ... ... ... ... ... ... ... |
25 |
|
||||
|
|
Жидкое стекло ... ... ... ... ... ... .... ... ... ... ... |
3 |
|
||||
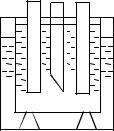
Продолжительность обезжиривания 3...5 мин, плотность тока 5 А на |
||||||||
1 дм2 поверхности. Инструмент подключают к аноду, |
катод – свинцовая |
|||||||
|
|
|
пластина (рис. 16). Напряжение 2...6 В. |
|
||||
— |
+ |
— |
|
|
|
|
|
|
|
|
|
|
Рис. 16. Схема электролитического |
|
|||
|
|
|
|
|
полирования |
|
|
|
|
|
|
|
После обезжиривания инструмент промывают |
||||
|
|
|
в воде, а затем подвергают электролитическому по- |
|||||
|
|
|
лированию при следующем режиме: плотность тока |
|||||
30...50 А/дм2; продолжительность шлифования 5...10 мин. |
|
|||||||
Стойкость |
полированных |
лущильных |
ножей |
повышается |
на |
|||
50...60%, для фуговальных |
ножей – на 40...60%. Мощность на резание в |
|||||||
обоих случаях понижается на 10...25%. |
|
|
|
|||||
При электрополировании спиральных сверл улучшаются условия |
||||||||
выхода стружки по канавкам сверла. |
|
|
|
|||||
54
Контрольные вопросы
1.Назовите способы повышения стойкости режущего инструмента первого и второго направлений.
2.Что такое пайка металлов?
3.Какие материалы необходимы для пайки режущего инструмента?
4.Как осуществляются подготовка соединяемых элементов и их пайка
5.Правда ли, что пайка и наплавка твердых сплавов – это разные технологические приемы?
6.Для чего делается электроконтактная закалка зубьев пил?
7.Назовите перечень технологических операций при закалке зубьев пил в поле ТВЧ?
8.С какой целью делается электроискровое упрочнение инструмента?
9.Какие способы химико-термической обработки применяют для повышения стойкости режущего инструмента?
10.Что такое термомеханическая обработка режущего инструмента?
11.Правда ли, что режимы заточки режущего инструмента влияют на его стойкость?
12.Как влияет шероховатость поверхностей на стойкость инструмента?
55