

Связка – мездровый клей (обозначается М) или комбинированная связка (К).
Пример условного обозначения бумажной шлифовальной шкурки типа 1, со сплошным рабочим слоем С, шириной 1000 мм, длиной 50 м, на бумаге марки 0-200, из нормального электрокорунда марки 15А, зернистости 25-Н, на мездровом клее, класса А:
1 С 1000×50 П2 15А 25-Н М А ГОСТ 6456-82.
Шкурка шлифовальная бумажная водостойкая по ГОСТ 1005484. Шкурка изготовляется из электрокорунда нормального, карбида кремния черного или зеленого; зернистость 16…М14. Выпускается в рулонах и листах.
Пример условного обозначения водостойкой шкурки в рулоне шириной 750 мм, длиной 50 м, на влагопрочной шлифовальной бумаге, из зеленого карбида кремния марки 64 С, зернистость 16-П, класса А:
750×50 М 64С 64-П А ГОСТ 10054-82.
То же, шлифовального листа шириной 230 мм, длиной 280 мм, на влагопрочной бумаге с полимерным латексным покрытием, из черного карбида кремния марки 53 С, зернистость 16-П, класса Б:
Л230×280 Л1 53С 16-П Б ГОСТ 10054-82.
14.9.Круги для шлифования древесины
Шлифовальные круги предназначены для обработки прямолинейных, криволинейных поверхностей погонажных деталей, а также фасадных поверхностей высокохудожественных элементов мебели.
Лепестковые шлифовальные круги. Лепестковый шлифовальный круг (ЛШК) включает ступицу, радиально расположенные лепестки из шлифовальной шкурки на тканевой основе и боковые фланцы. Круги выпускаются по ГОСТ 22775-77 или нестандартные силами предприятий
(рис. 38) [19].
100
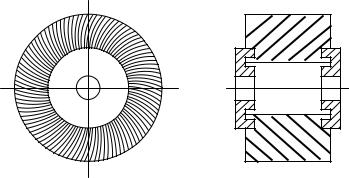
Рис. 38. Лепестковый шлифовальный круг
Лепестки соединены между собой и с фланцами клеем. Длина лепестков lл = 0,5R, где R – радиус круга. Количество лепестков n = 2πR/t, где t – толщина шкурки. Общая площадь в ЛШК S = lHn, где H – высота ЛШК.
Лепестковый круг имеет следующие преимущества перед непрерывной шлифовальной лентой.
1.При работе ЛШК непрерывно обновляется, самозатачивается в результате истирания рабочих кромок лепестков.
2.В процессе шлифования круг создает сильный вентиляционный эффект, позволяющий полностью удалять пыль с поверхности деталей и лепестков.
3.Суммарная длина лепестков круга в десятки раз превосходит длину используемых шлифовальных лент на станках.
Режим шлифования: скорость главного движения 25…30 м/с, скорость подачи 8..24 м/мин, глубина шлифования для зернистости 16 составляет 0,12…0,20 мм и для зернистости 10 – 0,06…0,08 мм.
Использование ЛШК позволяет в 1,5…2,0 раза повысить производительность и в 2,0…2,5 раза снизить расход шкурки.
Шлифовальные круги из нетканевых материалов. Круг включает боковые диски из древесноволокнистой плиты и набор шлифовальных дисков между ними. Все диски собраны на ступице и зажаты фланцами. Шлифовальные диски имеют диаметр на 50…60 мм больше диаметра боковых дисков [20] .
Шлифовальные диски выпускаются Челябинским опытным заводом УралВНИИМАШ из объемного полотна, насыщенного абразивными зернами и связующим (ТУ 2-036-775-81).
Круги серийно не выпускаются. Они изготовляются силами предприятий по чертежам ВПКТИМ (КШИМ 125 и КШИМ 305).
101
Наружный диаметр шлифовальных кругов равняется 125±2,5 мм или 305±5,0 мм. Диаметр посадочного отверстия составляет 32±0,1 мм, ширина круга должна быть не менее 20, 30, 40, 50 мм. В одном круге допускается устанавливать диски различной твердости. Наибольшая частота вращения круга равна 4000 и 3000 мин-1 соответственно для кругов диаметром 1255 и 305 мм.
Шлифовальный эластичный круг "Эласт". Круг выпускается Че-
лябинским опытным заводом УралВНИИМАШ. Наружный диаметр круга 150 мм, толщина 12…16 мм, диаметр посадочного отверстия 32 мм.
В качестве абразивного материала используется нормальный электрокорунд марки 14А16Н (в кругах типа А) и карбид кремния черный марки 51С16Н (в кругах типа С).
Связка – каучук. Рабочая скорость главного движения 12 м/с. Испытания, проведенные кафедрой МОД УГЛТА, показали, что кру-
ги могут быть рекомендованы для шлифования профильных поверхностей твердых лиственных пород древесины.
Головки для шлифования криволинейных поверхностей. Голов-
ка выпускается совместным украинско-испанским предприятием "ИберусКиев".
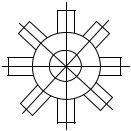
Головка включает корпус (рис. 39), на котором закреплено 8 съемных подпружиненных резиновых лепестков прямоугольной формы с наклеенными на их рабочие поверхности полосками шлифовальной шкурки.
Рис. 39. Шлифовальная головка
Для придания резиновым лепесткам нужного профиля на обрабатываемую профильную поверхность заготовки приклепывают полоску шлифовальной шкурки длиной 50…70 мм. Затем к ней подводят вращающуюся головку, и резиновые лепестки, снашиваясь, получают контрпрофиль заготовки. После этого на лепестки клеем "Момент" наклеивают полоски шкурки. Головка готова к работе.
После обработки 250...300 погонных метров заготовок шкурка снашивается, и ее удаляют с помощью растворителя. На место удаленных полосок наклеивают новые полоски шкурки.
102