4Кодирование информации.
Сформированный технологом-программистом или наладчиком операционный технологический процесс должен быть описан на машинном языке. Различные модели ЧПУ имеют свои способы задания технологических команд, описанных в руководстве по программированию. Запись УП осуществляется в буквенно-цифровом виде. При этом буквами обозначают оси координат исполнительных органов станка, а также технологические команды.
Вся УП состоит из кадров. Кадр программы (фраза) - последовательность слов, расположенных в определенном порядке и несущих информацию об одной технологической рабочей операции. Слово программы - последовательность символов, находящихся в определенной связи как единое целое, например G27, M08, X27. Глава программы – определенное число заданных в необходимой последовательности кадров, первый из которых является главным, т. е. характеризующим начальное состояние следующего за ним участка программы. В главном кадре программируют подготовительные функции, размерную информацию (по всем координатам), подачу, частоту вращения шпинделя, инструмент и вспомогательные функции. Формат - условная запись структуры кадра УП с максимально возможным объемом информации. Формат определяет набор и последовательность расположения применяемых слов, объем информации каждого слова.
Как уже отмечалось, УП содержит буквенно-цифровые записи (команды). Для того чтобы электронное устройство, каким по своей сути является УЧПУ, могло воспринимать символы записанные в УП принята кодировка. При этом каждый буквенный символ имеет свой цифровой эквивалент. Но и этого не достаточно. Электронное устройство способно распознать всего две цифры 0 и 1, что соответствует низкому и высокому уровню электрического сигнала.
Существуют понятия „цифра" (О, 1, 2, 3, .... 8, 9) и „число", являющееся последовательностью цифр с учетом их разрядности. Совокупность приемов, наименования и обозначения (записи) чисел называется счислением. Для построения системы счисления в качестве основания можно использовать любое целое число В ≥1. Тогда любое число можно записать следующим образом:
A=AnBn-1+…+ A2B1+A1B0
где A1, A2 … An – цифры; В – основание; n – разряд числа.
Десятичная система счисления (основание В = 10). Число 659,45 в этой системе можно записать в виде: 6 • 102 + 5 • 101 + 9 • 100 + 4 • 10-1 + 5 • 10-2. В десятичной системе счисления, таким образом, число является суммой произведения цифр (0,1,2,..., 9) на 10 в степени, определяемой разрядностью этого числа.
В двоичной системе счисления всего две цифры 0 и 1. Чтобы представить цифры от 0 до 9 в двоичной системе счисления необходимо использовать четырехразрядные двоичные числа.
Таблица преобразования десятичных цифр к двоичной системе счисления
|
|
|
|||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таким образом, любое слово УП можно представить в виде комбинации нулей и единиц или другими словами перевести на машинный язык.
Как уже отмечалось ранее каждому символу используемому в управляющих программах присвоен цифровой эквивалент – код. Для первых станков с ЧПУ был использован код ИСО-7 бит. Этот код предназначен для записи информации на восьмидорожечной перфоленте и позволяет кодировать 128 символов.
Восьмая дорожка необходима для обеспечения помехозащищенности кода. Помехозащищенность осуществляется построчным контролем на четность. Для этого на восьмой дорожка осуществляется пробивка, в случае если на семи предыдущих число отверстий нечетное.
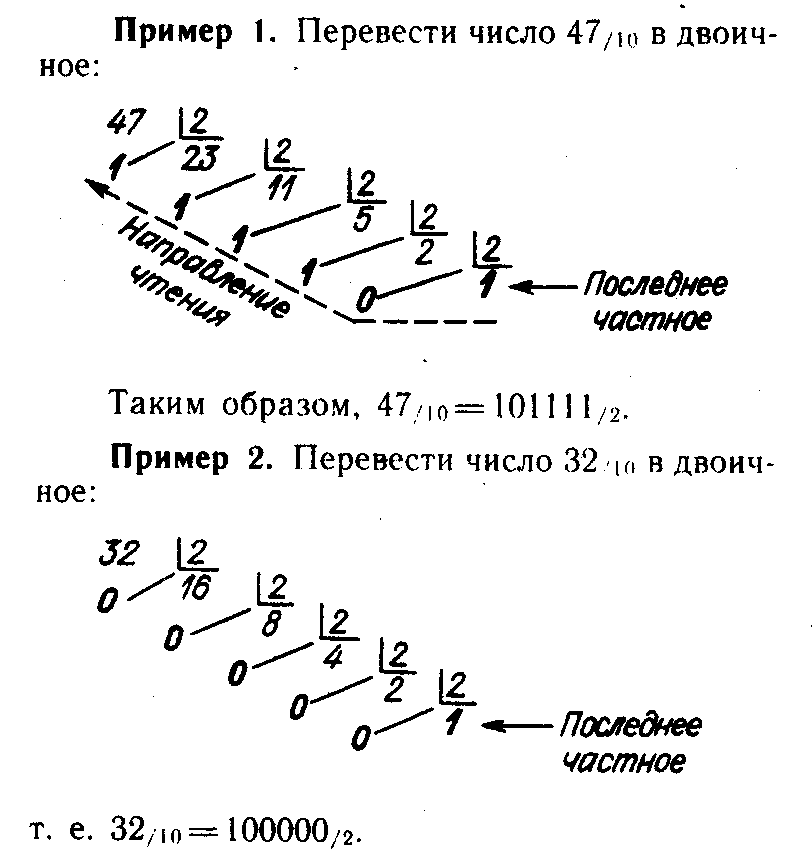
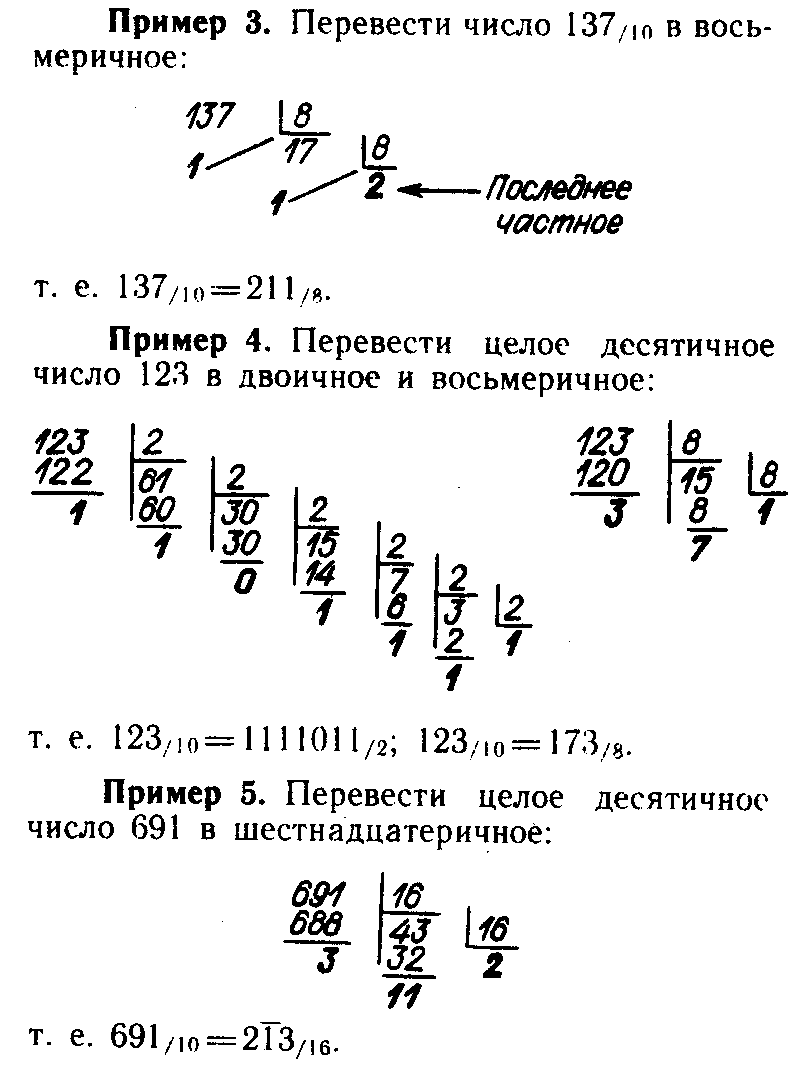
Целые числа, записанные в одной системе счисления, в новую систему счисления переводятся последовательным делением числа и получаемых частных на основании той системы, в которую оно переводится, до тех пор, пока не получится частное меньше основания системы. Результатом будут остатки от деления, прочитанные в порядке, обратном их получению, и последнее частное.