

25Запланированный останов.
По команде G55 происходит останов УП. В момент останова УП загорается индикатор «внимание». Команда применяется как предупредительная, напоминая оператору о необходимости совершения каких-либо действий. Например, заменить заготовку.
Для продолжения выполнения УП после команды G55 нужно нажать клавишу 19 «сброс», набрать следующий номер кадра УП, например N103, и нажать клавишу 17 «пуск».
26Установка квадранта координатной сетки.
По функции G56 производится установка квадранта координатной сетки. Формат функции:
N… G56*
N… P_
P – номер квадранта координатной сетки.
Пример:
N1 P4
N2 M3
N3 M41
N4 G97
N5 S750
N6 G95
N7 F50
N8 X-10000
N9 Z5000
N10 G12*
N11 X6000 *
N12 X3000
N13 M30
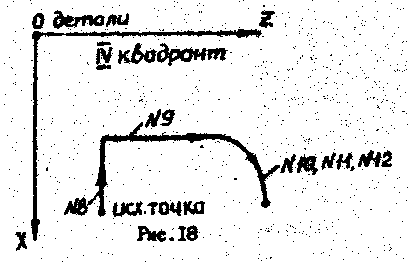
Траектория движения инструмента для IV квадранта
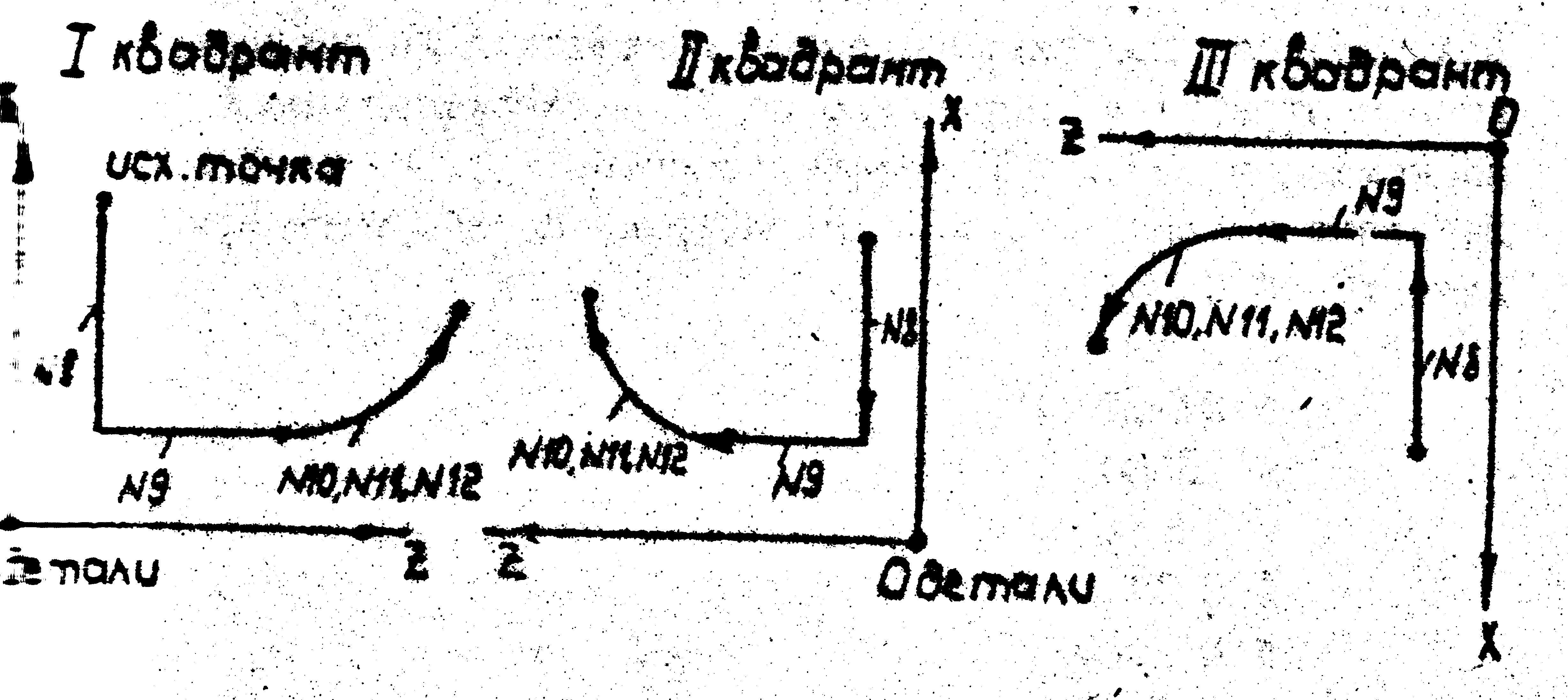
Траектория движения инструмента для I, II, III квадрантов
Номер квадранта можно установить параметром №1 Р не используя функцию G56. Параметр имеет значение 1 – 4. По умолчанию ведется обработка в четвертом квадранте.
27Зеркальная отработка.
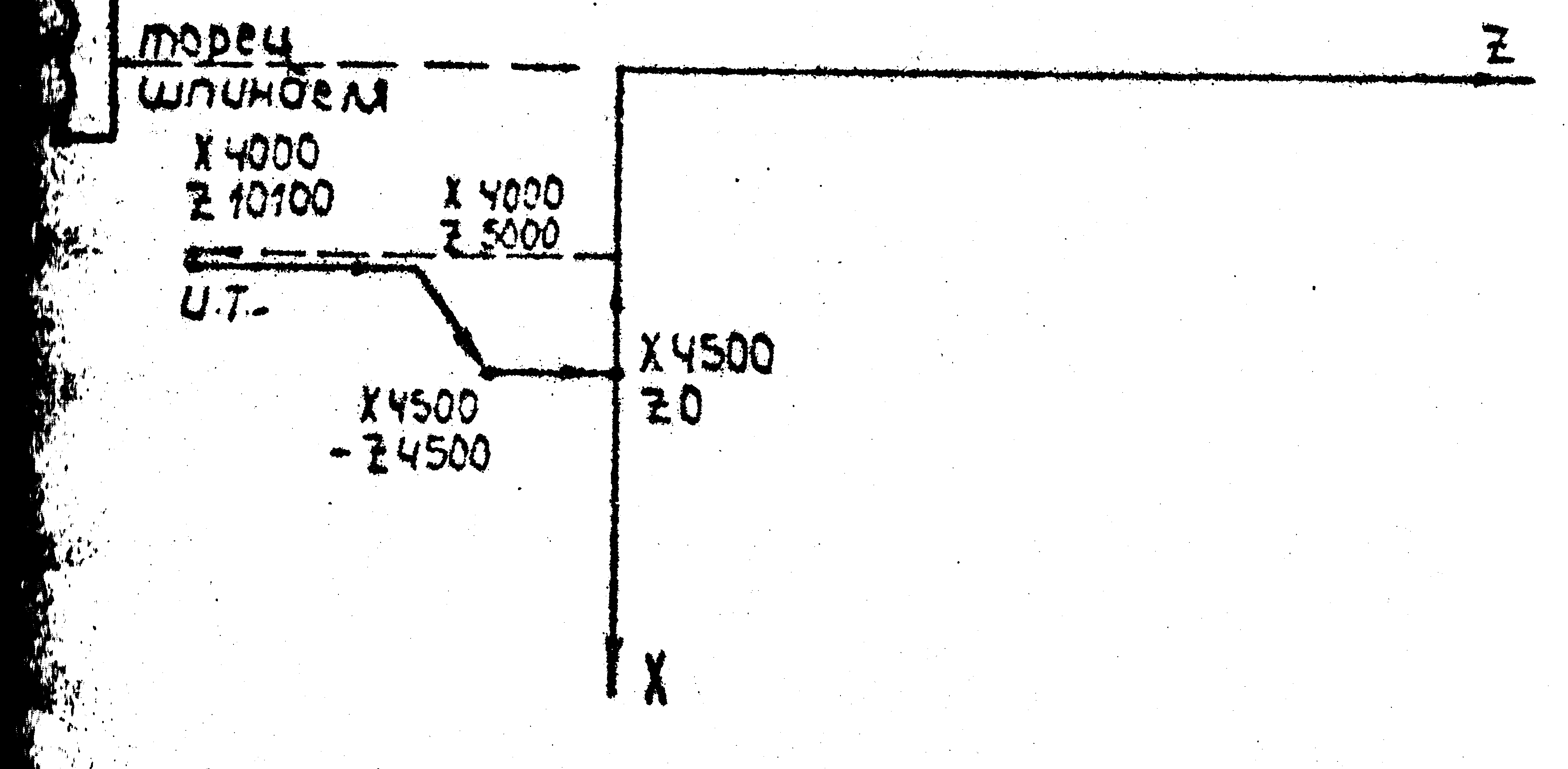
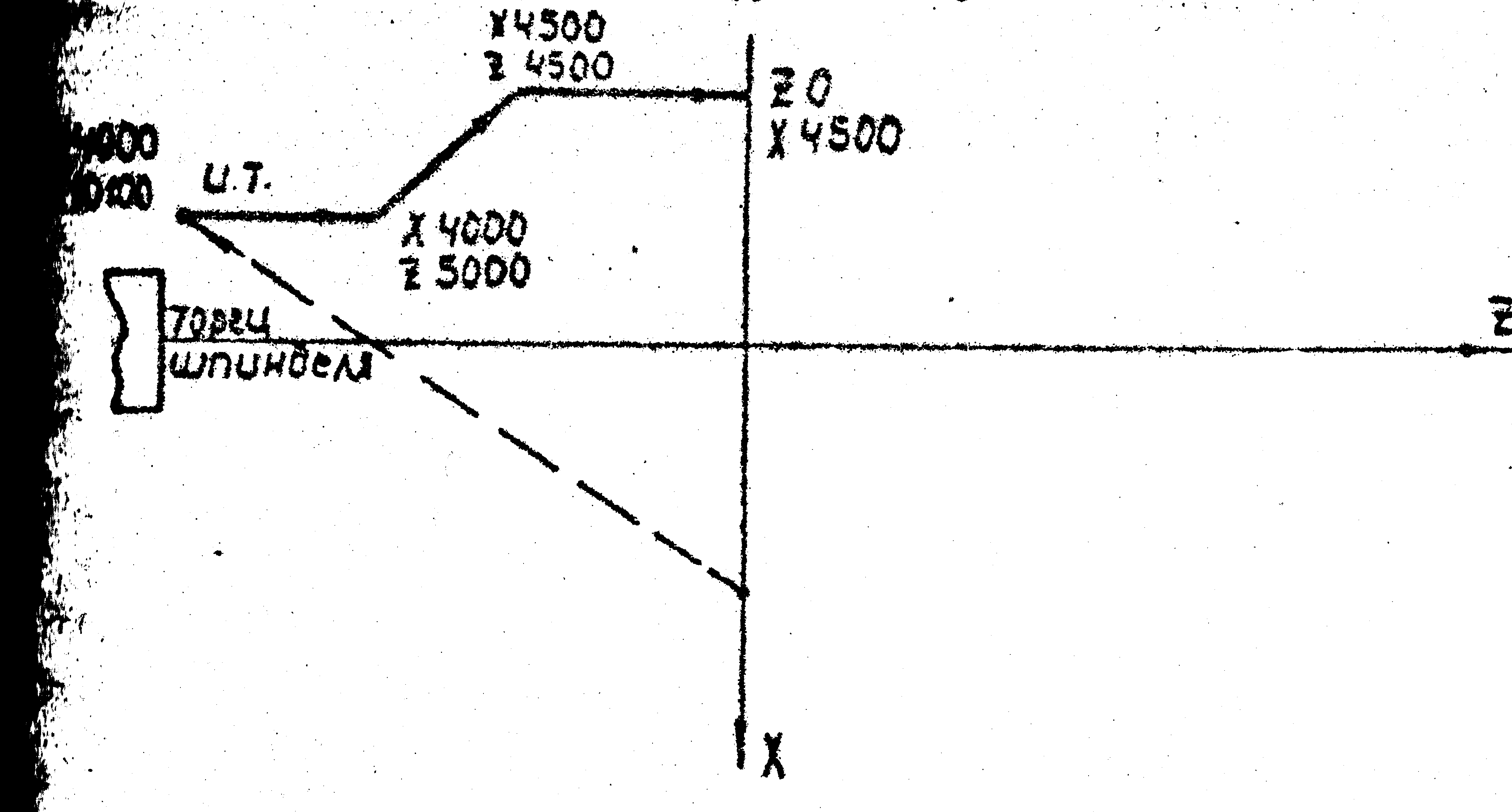
В системе УЧПУ Электроника НЦ-31 предусмотрена функция зеркальной отработки. По команде М38 осуществляется зеркальная отработка по Z, а по функции М37 зеркальная отработка по Х.
Рассмотрим пример:
N0 M41
N1 M3
N2 G97
N3 S300
N4 F16
N5 T1
N6
N7 X4000~
N8 Z10100~
N9 Z-5100
N10 X4500 -45º
N11 Z0
N12 M30
N0 M41
N1 M3
N2 G97
N3 S300
N4 F16
N5 T1
N6 M38
N7 X4000~
N8 Z10100~
N9 Z-5100
N10 X4500 -45º
N11 Z0
N12 M30
N0 M41
N1 M3
N2 G97
N3 S300
N4 F16
N5 T1
N6 M37
N7 X4000~
N8 Z10100~
N9 Z-5100
N10 X4500 -45º
N11 Z0
N12 M30
Траектория движения.
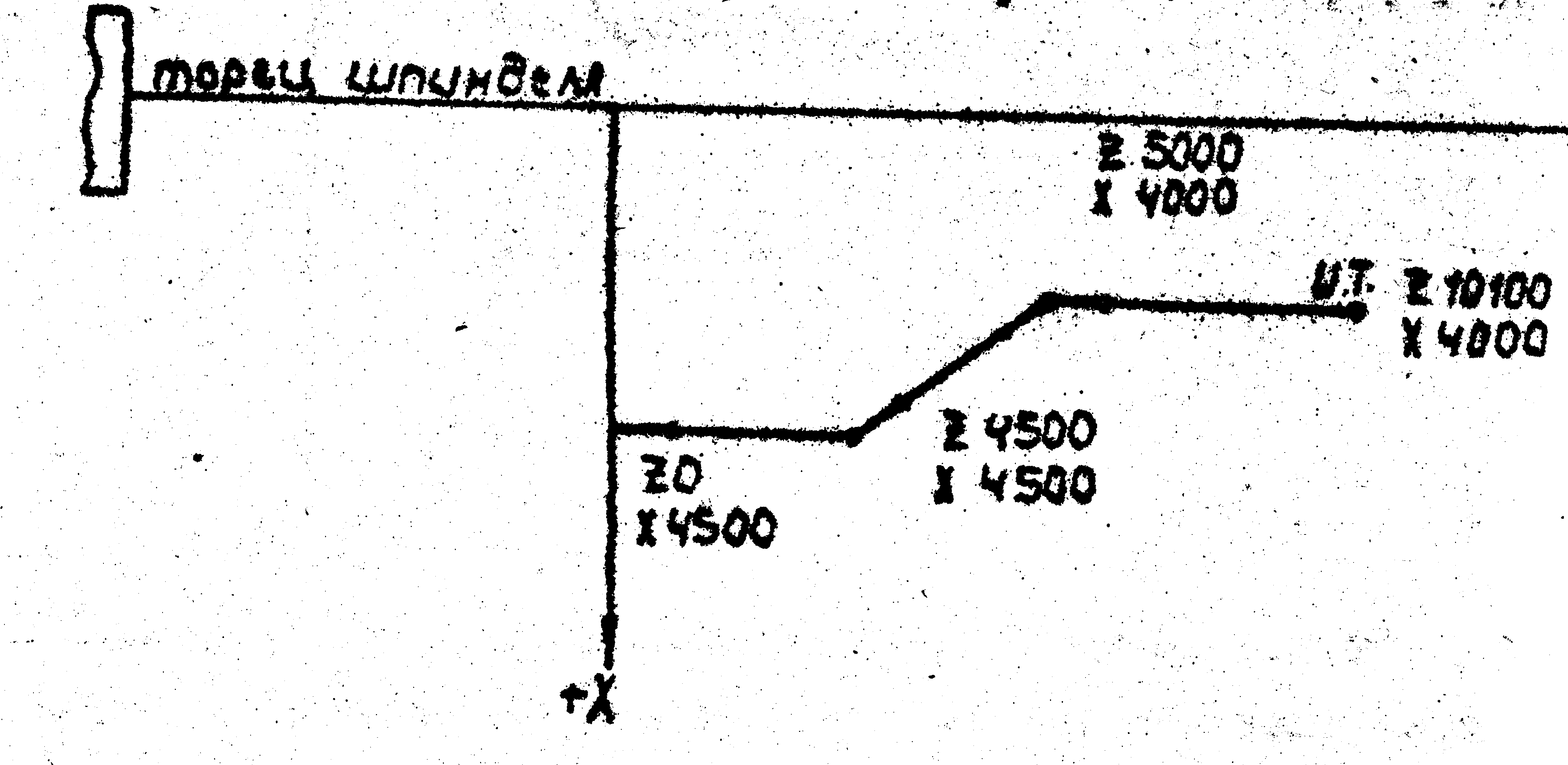
Траектория движения по команде м38.
Траектория движения по команде м37.
Отмена действия команды осуществляется повторным заданием команды М38 или М37.
ВНИМАНИЕ: функции М37 и М38 примененные в программе запоминаются системой ЧПУ и действуют на все последующие программы пока не будет задана команда отмены или отработана функция G56. После аварийного останова программы также необходимо выполнить команду G56.
28Смещение нуля детали.
В режиме привязки инструмента устанавливается связь между нулем детали и нулевой точки станка. Программирование перемещений инструмента в УП осуществляется относительно нуля детали.
При составлении УП в некоторых случаях возникает необходимость сместить нуль детали. Такая необходимость возникает при применении инструмента с нескольким вершинами (проходной отогнутый резец, канавочный резец) или при указании на чертеже размеров от разных баз. При этом упрощается программирование, а именно: размеры задаются без дополнительного пересчета в прямом виде как они указаны на чертеже. Кроме того, при изменении положения вершин инструмента (например после переточки), коррекция УП занимает минимум времени.
Возможность смещения нуля детали предоставляется функцией G92. Формат команды имеет следующий вид:
N… G92 *
N… X (X ) *
N… Z (Z )
Рассмотрим действие функции на примерах:
Пример №1:
Запрограммировать траекторию движения чистового резца, а также канавочного резца, используя функцию G92.

Пример №2

Запрограммировать обработку ступенчатого валика по эскизу проходным отогнутым резцом, используя функцию G92.
Номер кадра |
Адрес значение |
Признак |
N1 |
T1 |
|
N2 |
M3 |
|
N3 |
S1000 |
|
N4 |
X4200 |
~ * |
N5 |
Z200 |
~ |
N6 |
F15 |
|
N7 |
Z0 |
|
N8 |
X0 |
|
N9 |
Z1 |
|
N10 |
G92 |
* |
N11 |
X-479 |
* |
N12 |
Z479 |
|
N13 |
X3100 |
~ |
N14 |
Z100 |
|
N15 |
X3500 |
-45º |
N16 |
Z-3500 |
|
N17 |
X3800 |
-45º |
N18 |
Z-6150 |
|
N19 |
X4200 |
-45º |
N20 |
X10000 |
~* |
N21 |
Z10000 |
~ |
N22 |
M5 |
|
N23 |
M30 |
|
На практике величины смещения можно определить следующим образом: после привязки инструмента подрезать торец детали установив резец в положение Z=0, совместить вершину №2 с подрезанным торцом значение на индикаторе III покажет величину смещения по оси Z, записываемое в кадр N12. Далее проточить заготовку снимая минимальный припуск, установив предварительно инструмент в положение обеспечивающее целый размер, например 39 мм (значение на индикаторе III Х 3900), при помощи маховичка совместить вершину № 1 с проточенным диаметром, разница между диаметром проточенной поверхности и значением на индикаторе III даст величину смещения по Х, записываемое в кадр N11.

Пример №3
Использование оправки с двумя режущими инструментами.