

Типовые схемы нарезания резьбы.
На токарных станках с ЧПУ резьбы нарезают чаще всего с помощью резцов. Существуют три способа врезания: радиальное, боковое одностороннее и боковое двустороннее. На практике выбор способа врезания зависит от типа оборудования, обрабатываемого материла, геометрии пластины и шага нарезаемой резьбы.
Радиальное врезание
Н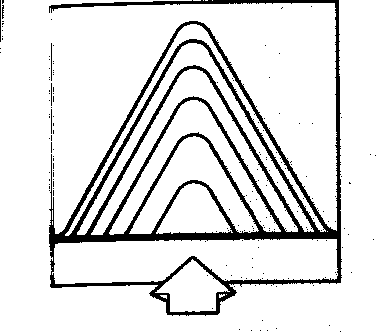 аиболее
распространенный способ, а зачастую и
единственно возможный при нарезании
резьбы на многих типах станков. При
радиальном врезании инструмент
работает в условиях несвободного
резания. Стружка формируется одновременно
двумя кромками резца, процесс ее
образования усложняется, она завивается
в спираль, и отвод ее от резца затруднен,
так как слои металла, срезаемые обеими
кромками, стремятся загибаться по
направлению друг от друга. Поэтому
такую схему применяют или при нарезании
мелких резьб с шагом до 2 мм включительно,
или для чистовой обработки профиля
резьбы. При обработке крупной резьбы
существует риск возникновения вибрации.
Обеспечивает равномерный износ режущих
кромок.
аиболее
распространенный способ, а зачастую и
единственно возможный при нарезании
резьбы на многих типах станков. При
радиальном врезании инструмент
работает в условиях несвободного
резания. Стружка формируется одновременно
двумя кромками резца, процесс ее
образования усложняется, она завивается
в спираль, и отвод ее от резца затруднен,
так как слои металла, срезаемые обеими
кромками, стремятся загибаться по
направлению друг от друга. Поэтому
такую схему применяют или при нарезании
мелких резьб с шагом до 2 мм включительно,
или для чистовой обработки профиля
резьбы. При обработке крупной резьбы
существует риск возникновения вибрации.
Обеспечивает равномерный износ режущих
кромок.
Для черновых ходов при нарезании резьб с шагом более 2 мм используют боковое одностороннее или двустороннее врезание, при котором стружка образуется только одной режущей кромкой резца, что улучшает ее отвод.
Одностороннее боковое врезание.
П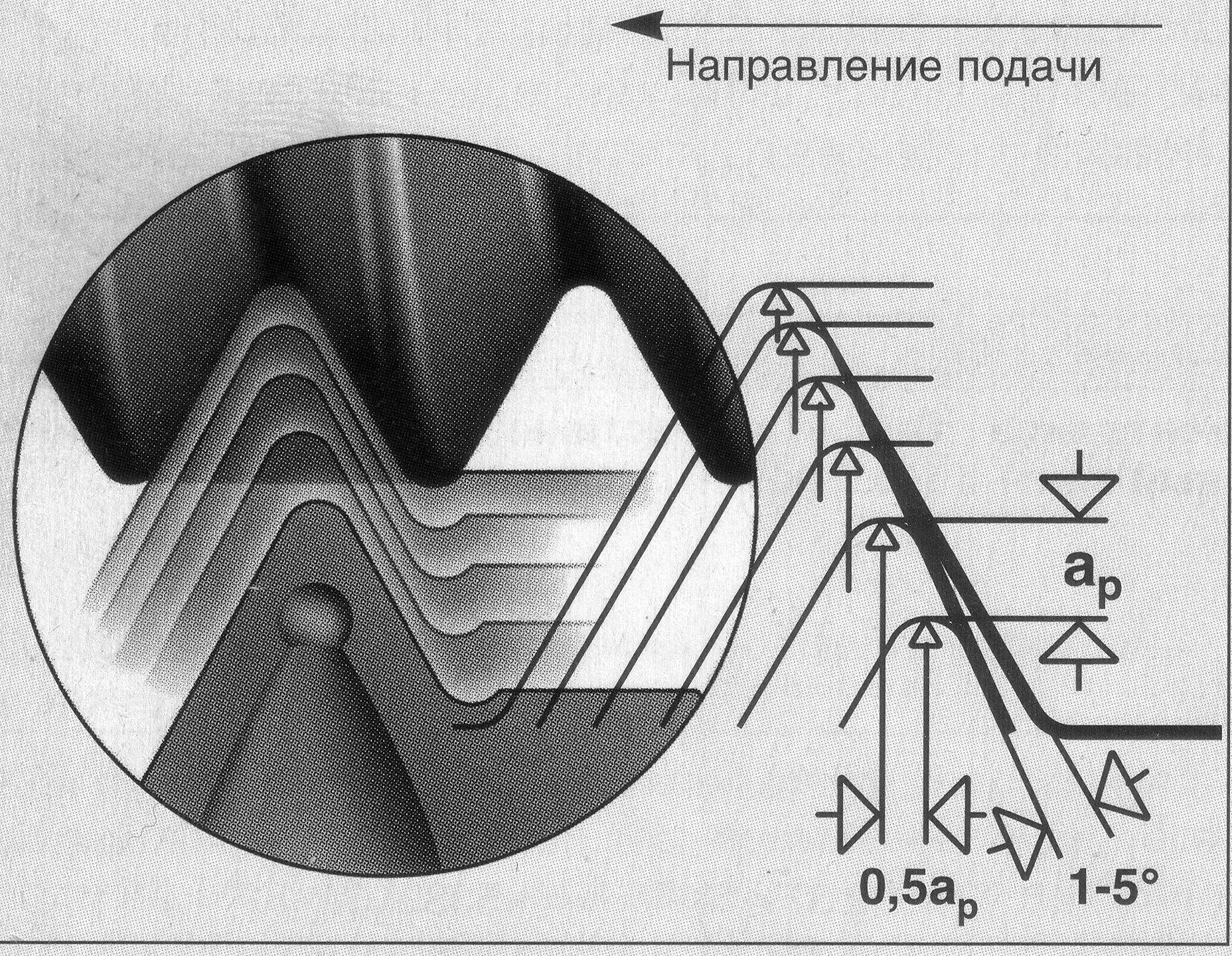 ри
боковом одностороннем врезании
инструмент перед началом очередного
прохода смещается в осевом направлении
на некоторую величину. Величину осевого
перемещения между врезаниями можно
подсчитать по формуле:
ри
боковом одностороннем врезании
инструмент перед началом очередного
прохода смещается в осевом направлении
на некоторую величину. Величину осевого
перемещения между врезаниями можно
подсчитать по формуле:
0,5 х глубину врезания
для угла профиля резьбы 60°. Для угла 55° величина осевого смещения подсчитывается по формуле:
0,42 х глубину врезания
Это позволяет получить угол врезания на 5° меньше половины угла профиля резьбы (просто "угол врезания" в дальнейшем).
Изменение направления схода стружки
Изменять направление схода стружки можно за счет изменения направления и угла врезания, что особенно важно для нарезания внутренней резьбы и резьбы с большим шагом, когда возникают проблемы с вибрацией и стружкообразованием. Угол врезания должен быть на 3 - 5° меньше угла профиля резьбы для того, чтобы обеспечить хорошее качество обрабатываемой поверхности и избежать чрезмерного износа режущих кромок.
Боковое двустороннее врезание
П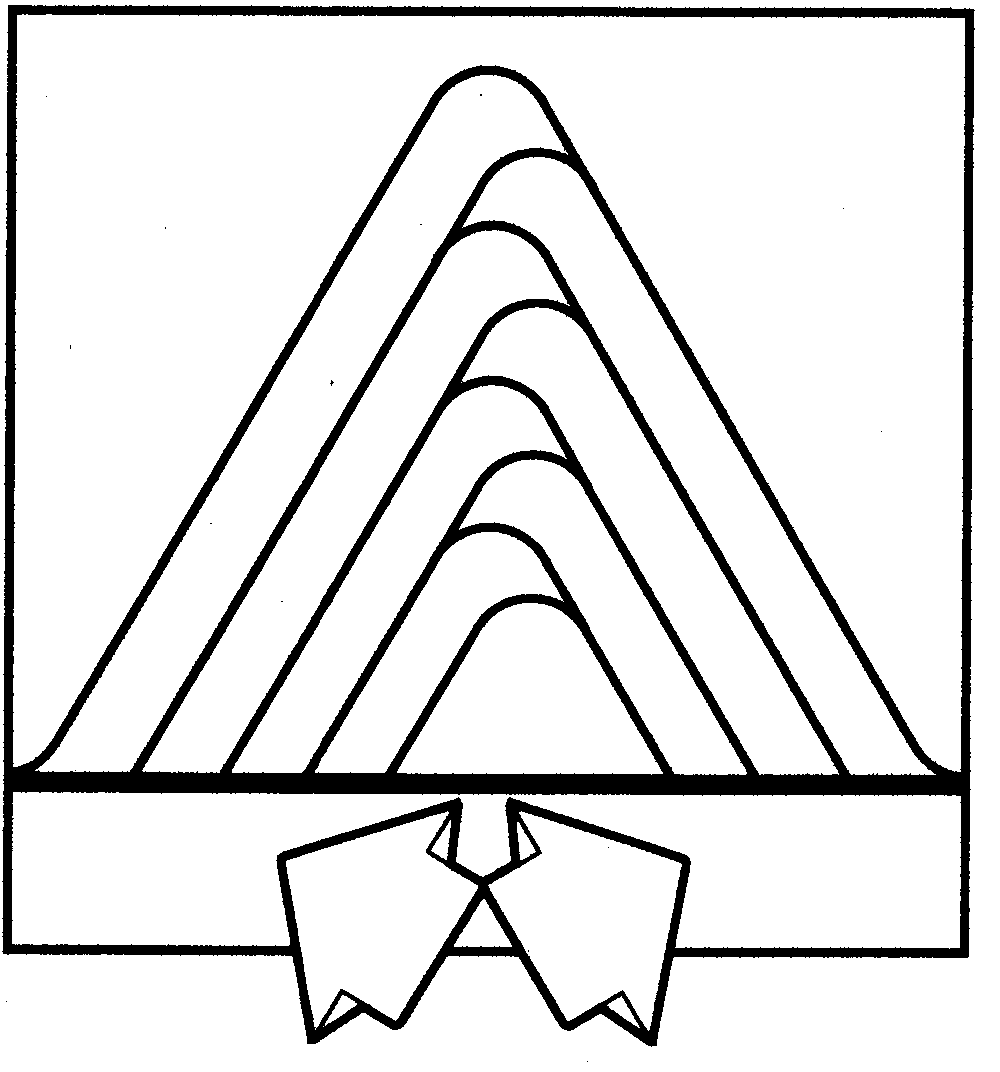 ри
боковом двустороннем врезании инструмент
перед началом очередного прохода
смещается в осевом направлении на
некоторую величину то в одну то в другую
сторону, таким образом резание
осуществляется поочередно то левой,
то правой режущей кромкой. В основном
применяется при обработке резьб с
большим шагом и, соответственно,
профилем. Данный способ врезания
обеспечивает равномерный износ режущих
кромок пластины и высокую стойкость
инструмента.
ри
боковом двустороннем врезании инструмент
перед началом очередного прохода
смещается в осевом направлении на
некоторую величину то в одну то в другую
сторону, таким образом резание
осуществляется поочередно то левой,
то правой режущей кромкой. В основном
применяется при обработке резьб с
большим шагом и, соответственно,
профилем. Данный способ врезания
обеспечивает равномерный износ режущих
кромок пластины и высокую стойкость
инструмента.
Распространено многопроходное нарезание резьбы с большим числом не только черновых, но и чистовых ходов. В табл. 6.5 приведены рекомендации по числу ходов при нарезании метрической треугольной резьбы.
На токарных станках с ЧПУ можно нарезать как цилиндрические и конические резьбы, так и резьбы, расположенные на торцах, перпендикулярных к оси вращения.