

Число ходов при нарезании метрической треугольной резьбы резцом
шаг резьбы, мм
|
Число ходов |
||
При боковом врезании |
при радиальном врезании |
||
черновых |
чистовых |
||
0,75 |
|
3 |
3 |
1,00 |
|
3 |
3 |
1,25 |
|
4 |
3 |
1,50 |
|
4 |
3 |
1,75 |
|
5 |
3 |
2,00 |
|
5 |
3 |
2,50 |
6 |
|
3 |
3,00 |
6 |
|
3 |
3,50 |
7 |
|
4 |
4,00 |
7 |
|
4 |
4,50 |
7 |
|
4 |
5,00 |
8 |
|
4 |
5,50 |
8 |
|
4 |
6,00 |
9 |
|
4 |
Примечание. Обрабатываемый материал - сталь, чугун, бронза, латунь.
Цикл нарезания резьбы резцом g31.
Цикл G31 предназначен для нарезания резьбы резцом с автоматическим разделением на проходы.
На рис. 34 представлена схема работы цикла G31.
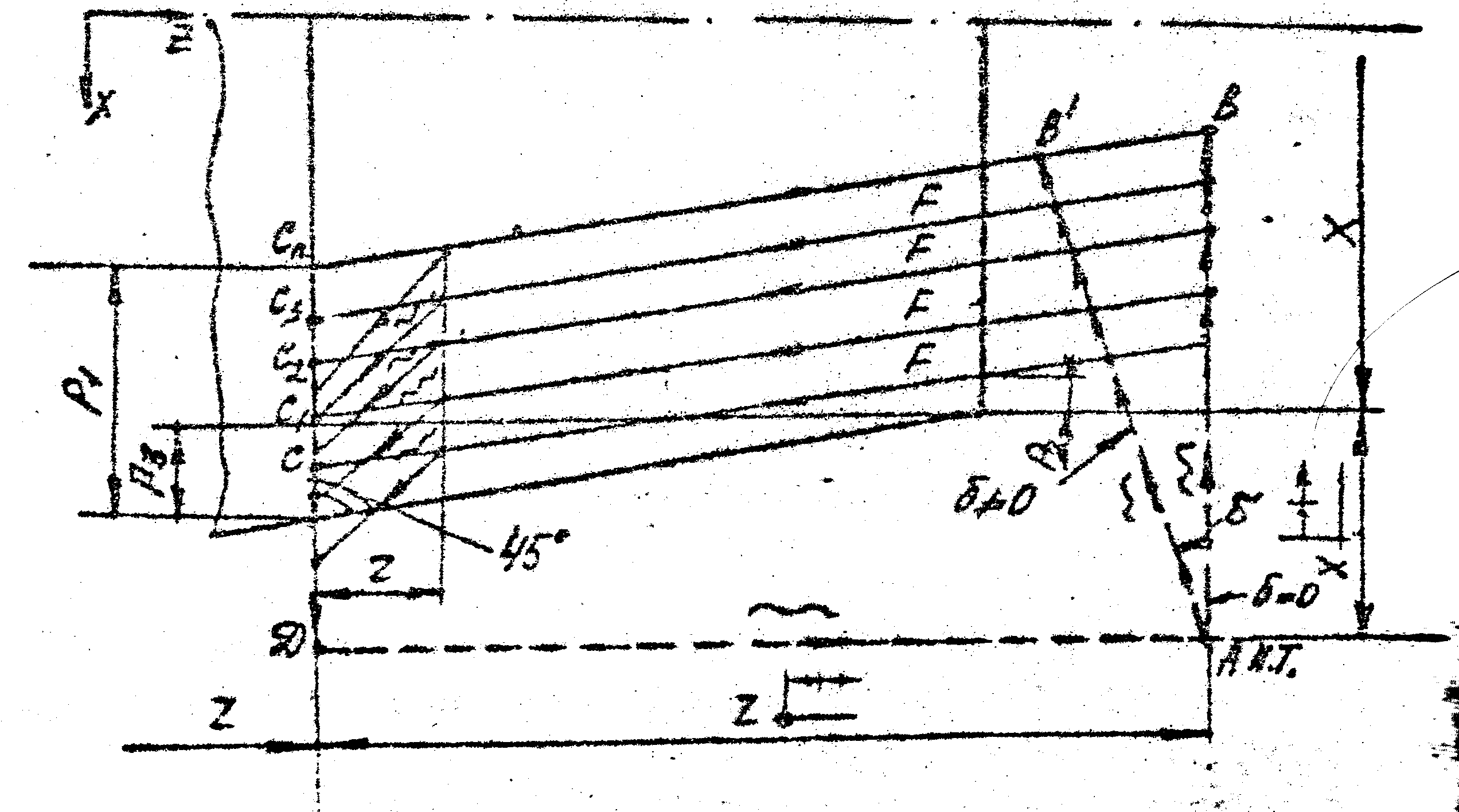
Схема работы цикла резьбонарезания G31.
Цикл G31 имеет формат:
G31 * |
|
X(X ) * |
Наружный диаметр для наружной резьбы, внутренний диаметр для внутренней резьбы. (Смещение от исходной точки цикла до соответствующего диаметра). |
Z(Z ) * |
Координата конечной точки резьбы или длина резьбы + перебег. |
F |
Шаг резьбы, шесть разрядов дискретность 0,0001 мм, если F опущено, то предполагается использование шага равного текущему значению подачи. |
Р1 |
Глубина резьбы (положительная на радиус в приращениях) |
Р2 |
Глубина резания за один проход (положительная на радиус в приращениях) |
Р3 |
Конусность резьбы (положительная на диаметр в приращениях) |
Исходную точку цикла необходимо выбирать чтобы она отстояла от тела детали по оси Х на 1 – 2 мм, а по оси Z на два – три шага резьбы.
Пропуск параметра Р3 предполагает нарезание цилиндрической1 резьбы.
Пропуск параметров Р1, Р2, Р3 означает нарезание резьбы за один проход, при этом под Х должен задаваться внутренний диаметр резьбы для наружной резьбы, наружный диаметр для внутренней резьбы. Опускание параметров Р1 и Р2 для нарезания конусной резьбы за один проход не допускается.
При помощи оперативных параметров можно изменять значение угла врезания и сбега резьбы:
δ – угол врезания; определяется оперативным параметром станка №6 группы Р.
z – сбег резьбы, определяется параметром №7 группы Р. Дискретность составляет 0,1 F. Чтобы задать сбег равный шагу указанный параметр должен иметь значение 10.
Рассмотрим примеры программирования для следующих резьб:
