29Ориентированный останов шпинделя. Поворот шпинделя на угол.
В УЧПУ Электроника НЦ-31 предусмотрен ориентированный останов шпинделя, осуществляемый по команде М19. Фрагмент УП с ориентацией шпинделя выглядит следующим образом:
… … …
N… M3
N… M41
N… M19
… … …
Поворот шпинделя вокруг своей оси на определенный угол программируется функцией G15. Формат функции:
N… G15 -45º *
N… F … *
N… P …
Где:
F— скорость вращения шпинделя. Дискретность задания:
![]() , I – 1 дискрета, Nд.
шп. – число делений датчика шпинделя.
, I – 1 дискрета, Nд.
шп. – число делений датчика шпинделя.
Диапазон F= 0÷32767 дискрет.
Р – угол поворота вокруг оси шпинделя. Дискретность задания:
![]() , I – 1 дискрета, Nд.
шп. – число делений датчика шпинделя.
, I – 1 дискрета, Nд.
шп. – число делений датчика шпинделя.
Диапазон Р= 0÷32767 дискрет.
Отсутствие или наличие признака -45º определяет направление вращения шпинделя.
Функция G15 применима в станках оснащенных регулируемым приводом. Для отработки ее необходимо задать следующие параметры:
N65 T42466
N09 T171200
N512 T15254
N507 T100
N510 T10100
N508 T51021
N511 T161520
30Технологический циклы.
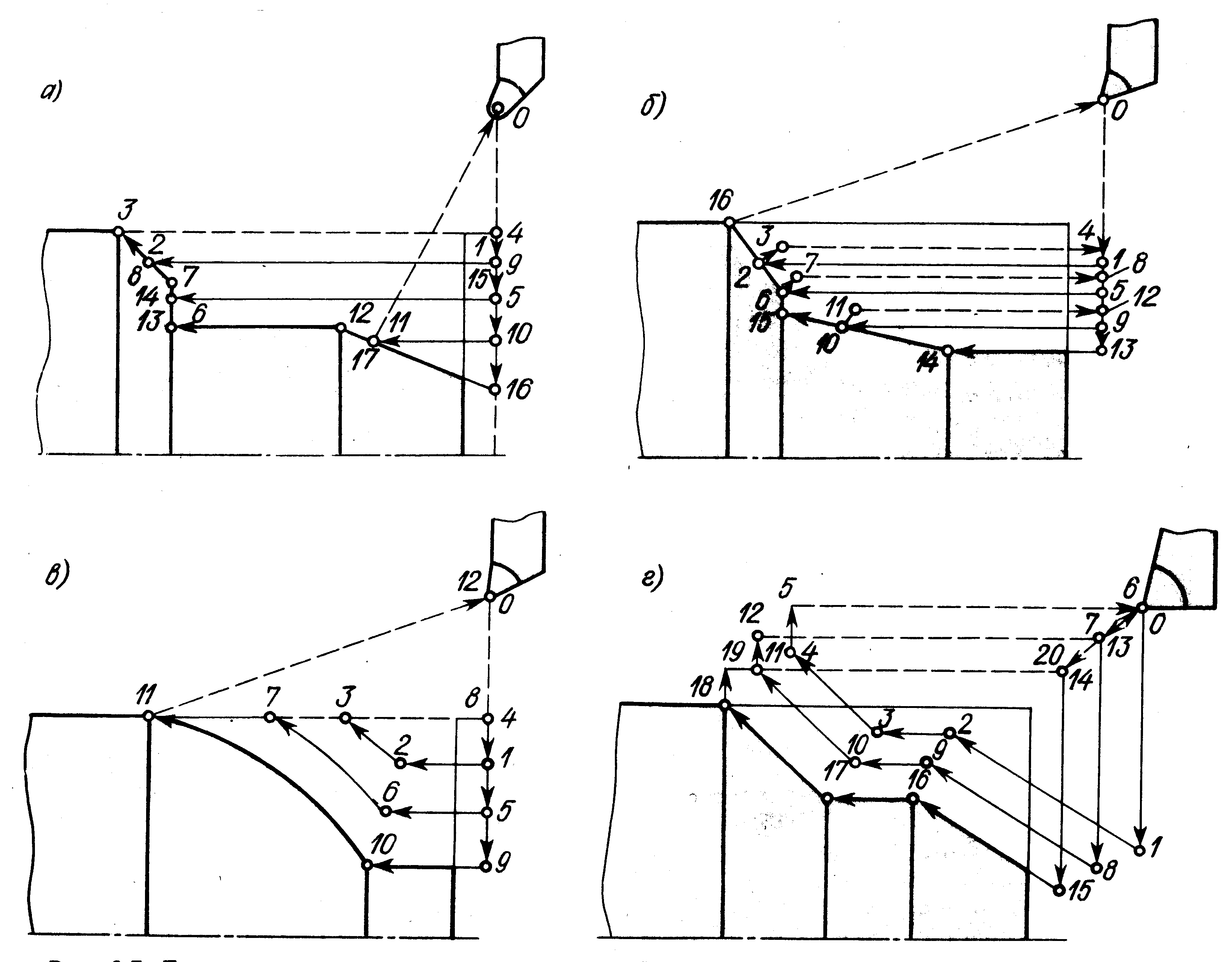
Зоны обработки.
В зависимости от конфигурации контура детали и технологических возможностей применяемого инструмента, можно выделить различные зоны обработки, как правило, соответствующие одному технологическому переходу.

Зоны токарной обработки.
Открытая зона (рис. 25 а). Формируется при снятии припуска с цилиндрической или конической поверхности. Не накладывает ограничения на главный и вспомогательный углы в плане инструмента.
Полуоткрытая зона (рис. 25 б). Является наиболее типичной, определяет величину главного угла резца в плане.
Закрытая зона (рис. 25 в), встречается при обработке дополнительных поверхностей, накладывает ограничения как на главный так и на вспомогательный углы в плане.
Комбинированная зона (рис. 25 г) представляет собой комбинацию двух или трех зон, описанных выше.
Назовите 4 вида зон обработки.
Какие ограничения на инструмент накладываются при обработке полуоткрытых зон.
Какие ограничения на инструмент накладываются при обработке закрытых зон.
Изобразите открытую зону обработки.
Изобразите полуоткрытую зону обработки.
Изобразите закрытую зону обработки.
Изобразите комбинированную зону обработки.
Типовые схемы переходов при черновой токарной обработке основных поверхностей деталей.
Рассмотри три основные схемы переходов чернового снятия припуска.
Типовые схемы переходов чернового снятия припуска.
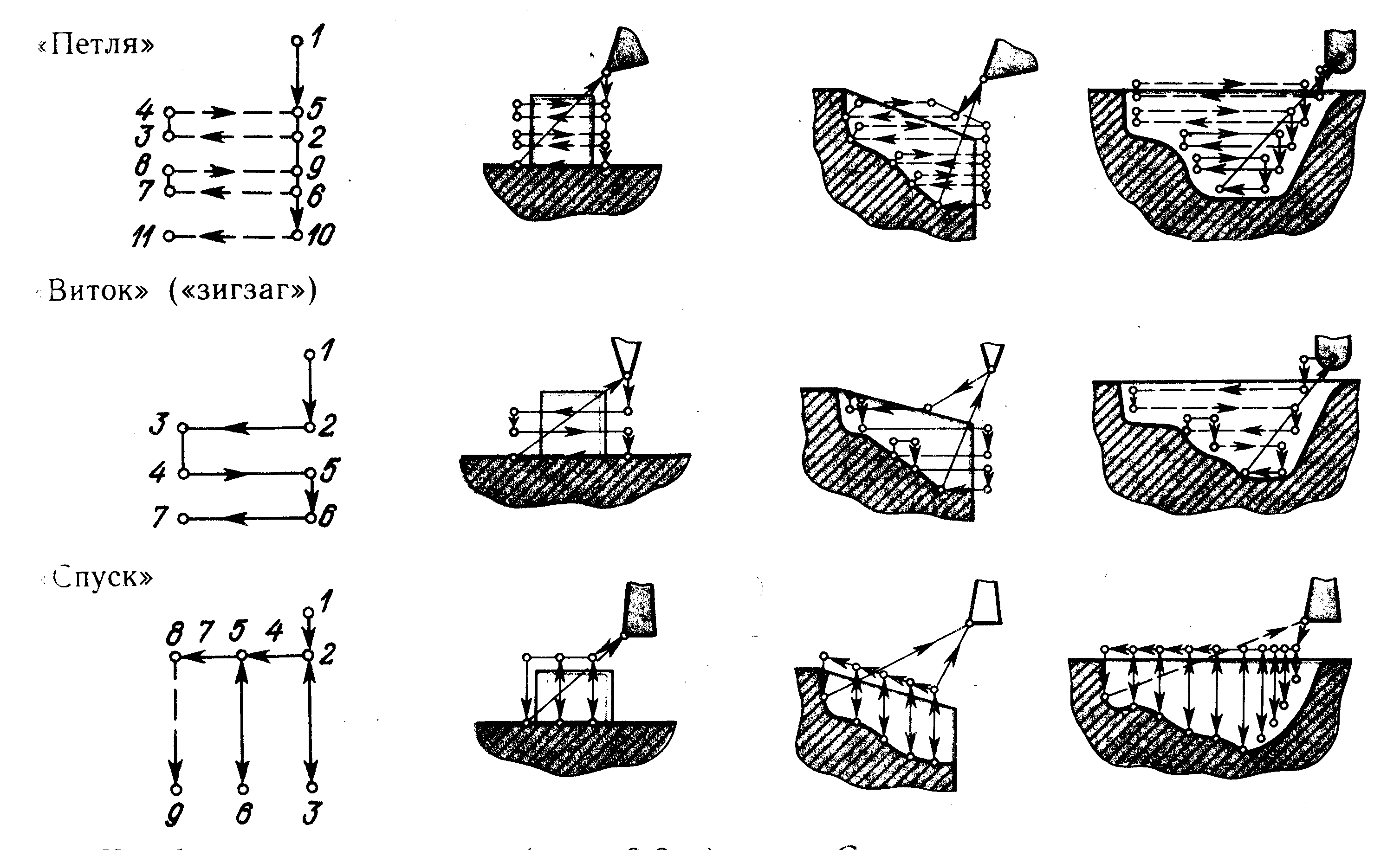
Типовые схемы переходов. На рис. 26 показаны типовые схемы переходов токарной обработки основных поверхностей.
Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится на небольшое расстояние (около 0,5 мм) от обработанной поверхности и возвращается во время вспомогательного хода назад. Эту схему наиболее часто применяют при обработке открытых и полуоткрытых зон. Разновидность ее может быть использоваться также при обработке деталей типа ступенчатых валиков методом «от упора».
Схема «виток» («зигзаг») предусматривает работу инструмента на прямой и обратной подаче и может быть реализована в зонах обработки всех видов.
Схема «спуск» характерна тем, что припуск снимается при радиальном перемещении резца. Наиболее часто эту схему используют при черновых переходах для закрытых зон.
Особое внимание следует уделять выбору схем для полуоткрытых зон, так как они наиболее часто встречаются при токарной обработке. Помимо простейших схем, приведенных на рис.26, для них находят применение и более сложные.