Многопроходной черновой поперечный цикл g78.
Цикл G78 аналогичен циклу G77, обеспечивает съем припуска в поперечном направлении, при этом рабочие движения инструмента имеют радиальное направление.
Формат цикла G78:
N… G77*~ |
~ - указывает на то, что установка на глубину резания будет происходить на ускоренном ходу. - указывает на необходимость возврата на контур точка В. В случае отсутствия признака инструмент возвращается в исходную точку. |
N… X(X )* |
Диаметр получаемой поверхности (расстояние от и.т. до получаемой поверхности) |
N… Z(Z )* |
Конечная координата прохода (Расстояние от и.т. до получаемого торца) |
N… F* |
Контурная подача на черновых проходах, дискретность 0,0001 мм. Если опущен, то действует модальное значение подачи. Последний проход осуществляется на подаче установленной до начала цикла. |
N… P1* |
Параметр Р1 см. рис. 28. Припуск снимаемый за один проход. Всегда положительный. |
N… P2 |
Параметр Р2 см. рис. 28. Величина скоса по оси Z. Всегда положительный. |
Контрольная работа: Составить фрагмент УП обеспечивающей черновой съем припуска с использованием циклов G77 или G78, и чистовой проход с использованием цикла G70 или G71.
Цикл глубокого сверления g73.
Цикл G73 предназначен для сверления глубоких отверстий, ось которого совпадает с осью Z.
Цикл G73 имеет следующий формат:
N… G73 * |
|
N… X(X ) * |
Координата (смещение) оси сверла после операции сверления. Если Х не задано, то инструмент после завершения цикла остается на оси отверстия. |
N… Z(Z ) * |
Координата конечной точки сверления, или глубина отверстия |
N… F * |
Рабочая подача в цикле 6 разрядов |
N… P |
Глубина сверления за один проход. Р должно быть меньше или равно глубине сверления за один проход, Р≠0. |
Кроме того, при помощи параметра станка №8 группы Р возможно изменение величины зазора при возврате сверла в точку прерывания цикла.
Цикл G72 аналогичен циклу G73, но отличается тем, что снятие припуска происходит по оси Х.
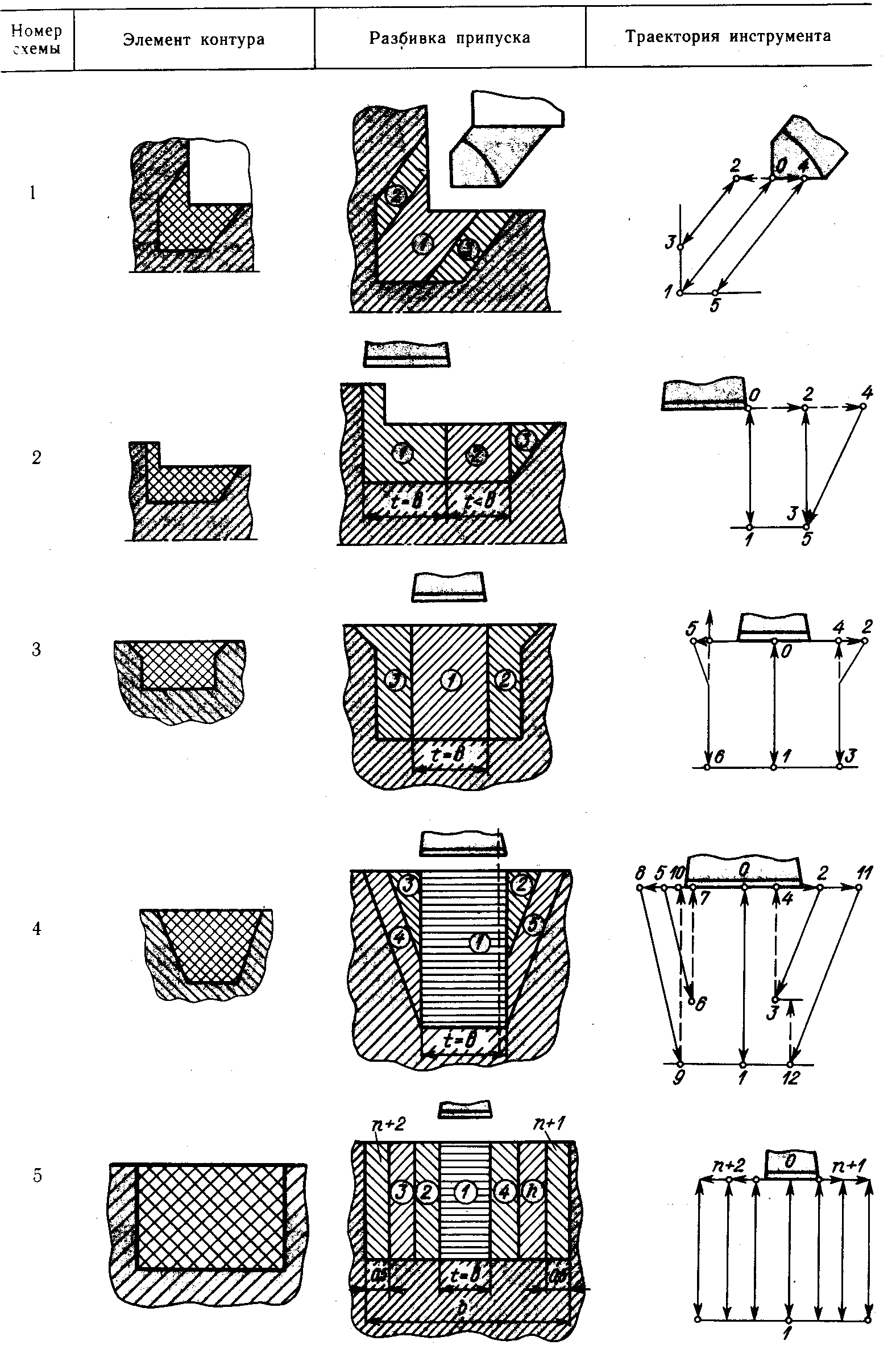
Типовые схемы при обработке канавок.
Типовые схемы обработки некоторых дополнительных элементов контура детали показаны на рис. 31.
По схеме 1 следует обрабатывать наружные угловые канавки для выхода шлифовального круга. Число проходов зависит от соотношения размеров резца и канавки. Рекомендуется подбирать инструмент таким образом, чтобы обработку завершить за один ход или за три хода.
Схема 2 - рекомендуемая схема выполнения перехода при обработке наружных проточек для выхода резьбообразующего инструмента. Ширину режущей части прорезного резца целесообразно выбирать таким образом, чтобы обработку завершить за два или три хода, как это показано на рисунке.
Схема 3 - наиболее рациональная схема обработки канавок для пружинных, Пружинных упорных, уплотнительных и поршневых колец. Ширину рабочей части резца следует стремится выбирать такой, чтобы обработку канавки выполнить за три хода.
По схеме 4 целесообразно обрабатывать канавки шкивов, канавки для сальниковых войлочных колец, а также торцовые канавки.
Прямые канавки обрабатывают прорезным резцом по типовой схеме 5. При параметре шероховатости поверхностей канавки Rz=40 мкМ и более обработка ведется без чистовых ходов, обозначенных на рисунке под номерами n+1 и n+2. Общее число ходов n = ( b - В) / (В -1), где b - ширина канавки; В - ширина рабочей части резца. В этой
формуле знаменатель уменьшен на 1 мм для обеспечения необходимых перекрытий между соседними ходами.
При параметрах шероховатости торцов канавки Rz от 20 до 10 мкм и Ra от 2,5 до 1,25 мкм вводят чистовые ходы обработки этих торцов, как это показано на схеме. Под эти ходы оставляют припуск по 0,5 мм на сторону, вследствие чего общее число ходов
n=(b – B – 1)/(В – 1)
Если названные параметры шероховатости должны быть обеспечены и по дну канавки, то вводят дополнительный проход для зачистки дна, под который также оставляют припуск.
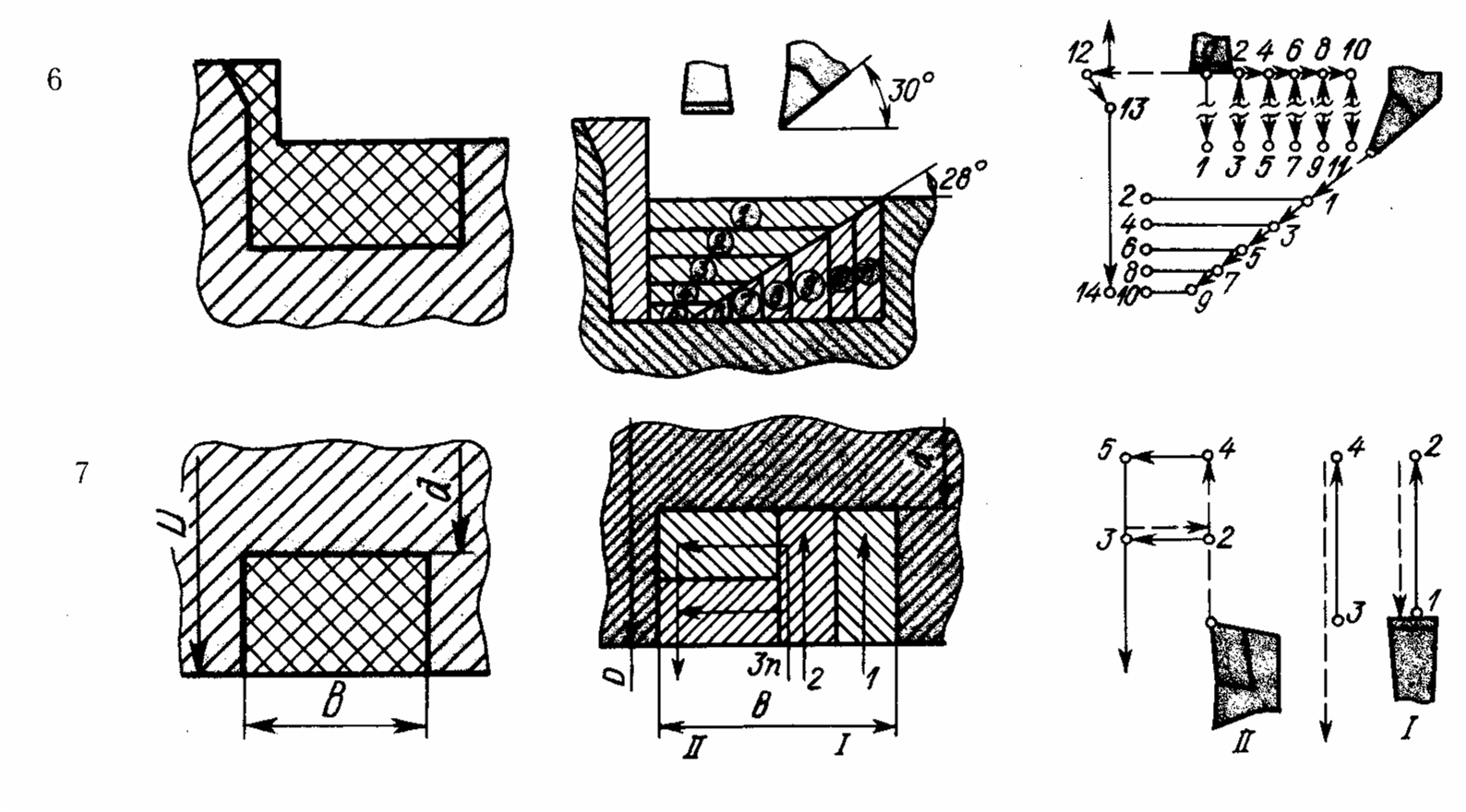
Для широких (b = 6В и более) и глубоких канавок рекомендуется применять комбинированную схему, в соответствии с которой обработка выполняется за два перехода – контурным и канавочным резцами.
Зона перехода, выполняемого контурным резцом с главным углом в плане 95° и вспомогательным 30°, формируется с помощью прямой с углом наклона α=28° (схема 6). Обработка этой зоны ведется по схеме черновой строки закрытого типа. Торец всегда подрезают прорезным резцом после завершения обработки контурным резцом. Чистовые ходы по торцам и дну канавки назначаются, как и в предыдущем случае.
Широкие канавки можно обрабатывать также прорезным I и упорно-проходным II резцами (схема 7). Сначала прорезной резец делает канавку за несколько рабочих ходов, потом удаляют припуск упорно-проходным резцом.