

18Программирование перемещений.
В Электроника НЦ-31 предусмотрено перемещение на ускоренном ходу или рабочей подаче. Задание на перемещение вдоль оси X или вдоль оси Z представляется, соответственно, командами с буквенными адресами X или Z. Формат команд: X _ _ _ _ _ _ , Z _ _ _ _ _ _ . Одной дискрете по оси Z соответствует перемещение 0,01 мм, а по оси X – 0,005 мм (т.к. значение перемещения по оси X задается на диаметр). Дискретность может быть изменена при помощи параметров системы.
При позиционировании (перемещении на ускоренном ходу) кроме буквенных адресов X и Z должен присутствовать признак быстрого хода . Величина подачи быстрого хода определяется параметрам №2 -- №5 группы Р.
Пример:
N … X3000 – перемещение по оси Х на быстром ходу в точку с координатой 15мм, что соответствует 30 мм.
N … Z500 – перемещение по оси Z на быстром ходу в точку с координатой 5 мм.
N … Z-2000 – перемещение по оси Z на быстром ходу на 20 мм к шпинделю станка.
При позиционировании по двум осям одновременно необходимо запрограммировать группу, состоящую из двух кадров. В первом кадре программируют перемещение по одной из осей и отмечают этот кадр признаком *. Во втором кадре программируют перемещение по другой координате.
Пример:
N … X3000 ~ *
N … Z500 ~
Траектория движения и значение угла α зависят от значения скорости быстрого хода по каждой из осей. Если значения подач быстрого хода по осям X и Z равны между собой, то α составит 45º.
Траектория движения при программировании ускоренного хода по двум координатам одновременно.
К программированию на ускоренной подаче следует прибегать, когда перемещение составляет более 15 мм.
Программирование перемещения на рабочей подаче требует предварительного задания частоты вращения шпинделя и подачи.
Пример:
… … …
N… M3
N… S500
N… F15
N… X3000 ~
N… Z500 ~
N… Z-5000
N… F30
N… X5000
N… F15
N… Z-7000
N… X50
N… Z5000 ~
N… X5000 ~
Программирование перемещения по двум осям на рабочей подаче задается путем программирования группы состоящей из двух кадров, в первом из которых программируется *.
Пример:
… … …
N… M3
N… S500
N… F15
N… X3000 ~
N… Z500 ~
N… Z-5000
N… F20
N… X5000*
N… Z-7000
N… F50
N… X50 *
N… Z25
N… Z5000 ~
N… X5000 ~
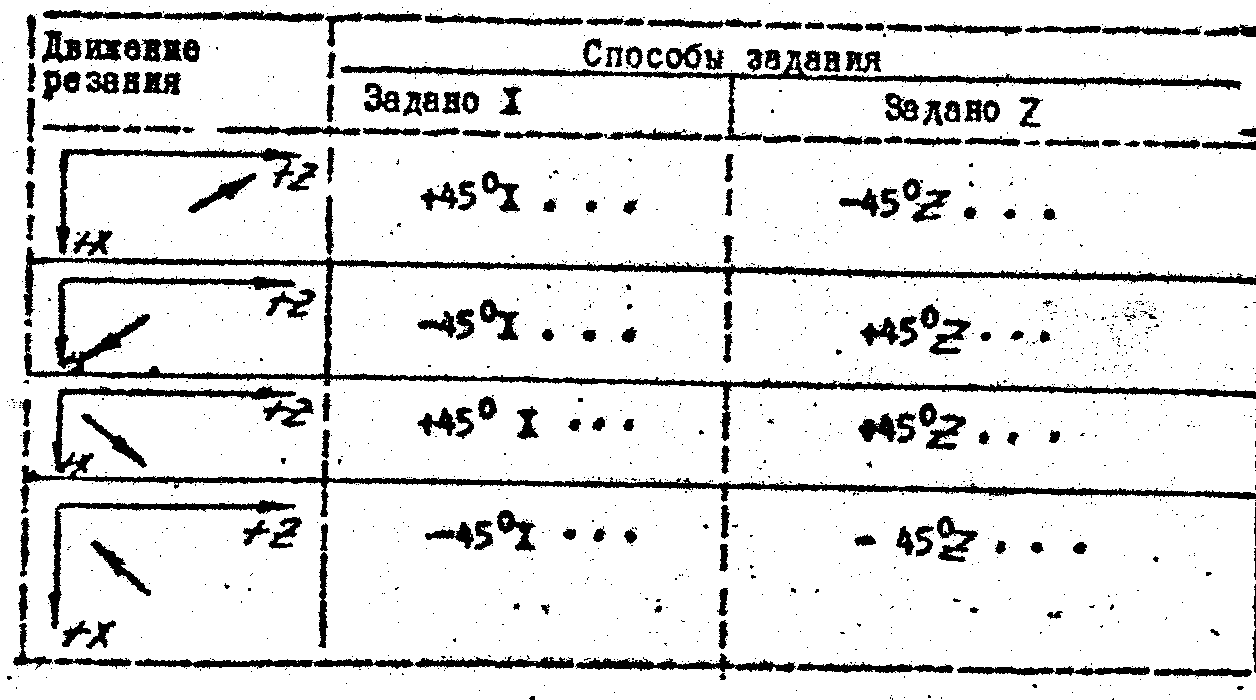
19Обработка фасок под углом 45º.
В системе УЧПУ Электроника НЦ-31 предусмотрено движение по двум осям под углом 45º при помощи специальной функции. Для этого необходимо при программировании перемещения по одной из координат X или Z добавить в кадр признак +45º или -45º.
20Круговая интерполяция.
Для обработки криволинейных поверхностей, у которых образующий контур представляет собой дугу с произвольным углом, необходимо использовать команды G02, G03.
G02 обеспечивает движение по окружности по часовой стрелке.
G03 обеспечивает движение по окружности по против часовой стрелки.
В УЧПУ Электроника НЦ-31 с помощью указанных функций можно запрограммировать движение инструмента внутри одного квадранта, т.е. дуги окружности менее 90º. Если необходимо запрограммировать движение инструмента по окружности принадлежащей более чем одному квадранту следует разделить траекторию на примыкающие друг к другу.
Формат команд имеет вид: G2,(G3); X, (X ); Z, (Z ), F, P1, P2.
где X – координата х конечной точки дуги;
X – величина приращения, которая определяется как разность между начальной и конечной координатой х точки дуги;
Z – координата z конечной точки дуги;
Z – величина приращения, которая определяется как разность между начальной и конечной координатой z точки дуги;
F – рабочая подача, действует только на период действия функции. Программирование F необязательно, при этом будет действовать подача запрограммированная до функции G2 (G3).
Р1 – расстояние от начальной точки дуги до ее центра по оси Х. Программируется на радиус.
Р2 – расстояние от начальной точки дуги до ее центра по оси Z.