

Нарезание резьбы по функции g32.
По функции G32 программируется одно резьбовое движение. Формат команды имеет вид:
N… G32 * |
Наличие признака относительной системы означает синхронизацию начала движения с нулевой меткой шпинделя. При его отсутствии синхронизация не производится. |
N… X (X ) * |
Координата конечной точки или смещение конечной точки относительно исходного положения. |
N… Z (Z ) * |
Координата конечной точки резьбы или длина резьбы + перебег |
N… F… |
Шаг резьбы дискретность 0,0001 мм. При опущенном F выполняется шаг, соответствующий подаче установленной до цикла. |

Схема работы цикла G32.
Цикл нарезания резьбы метчиком или плашкой g33.
Для нарезания резьбы метчиком или плашкой в системе УЧПУ Электроника НЦ-31 применяется цикл G33.
Формат команды имеет следующий вид:
N… G33 * |
Наличие признака относительной системы означает синхронизацию начала движения с нулевой меткой шпинделя. При его отсутствии синхронизация не производится. |
N… X (X ) * |
Координата смещения инструмента по оси Х после выполнения цикла. |
N… Z (Z ) * |
Координата конечной точки резьбы или длина резьбы + перебег |
N… F… |
Шаг резьбы дискретность 0,0001 мм. При опущенном F выполняется шаг, соответствующий подаче установленной до цикла. |
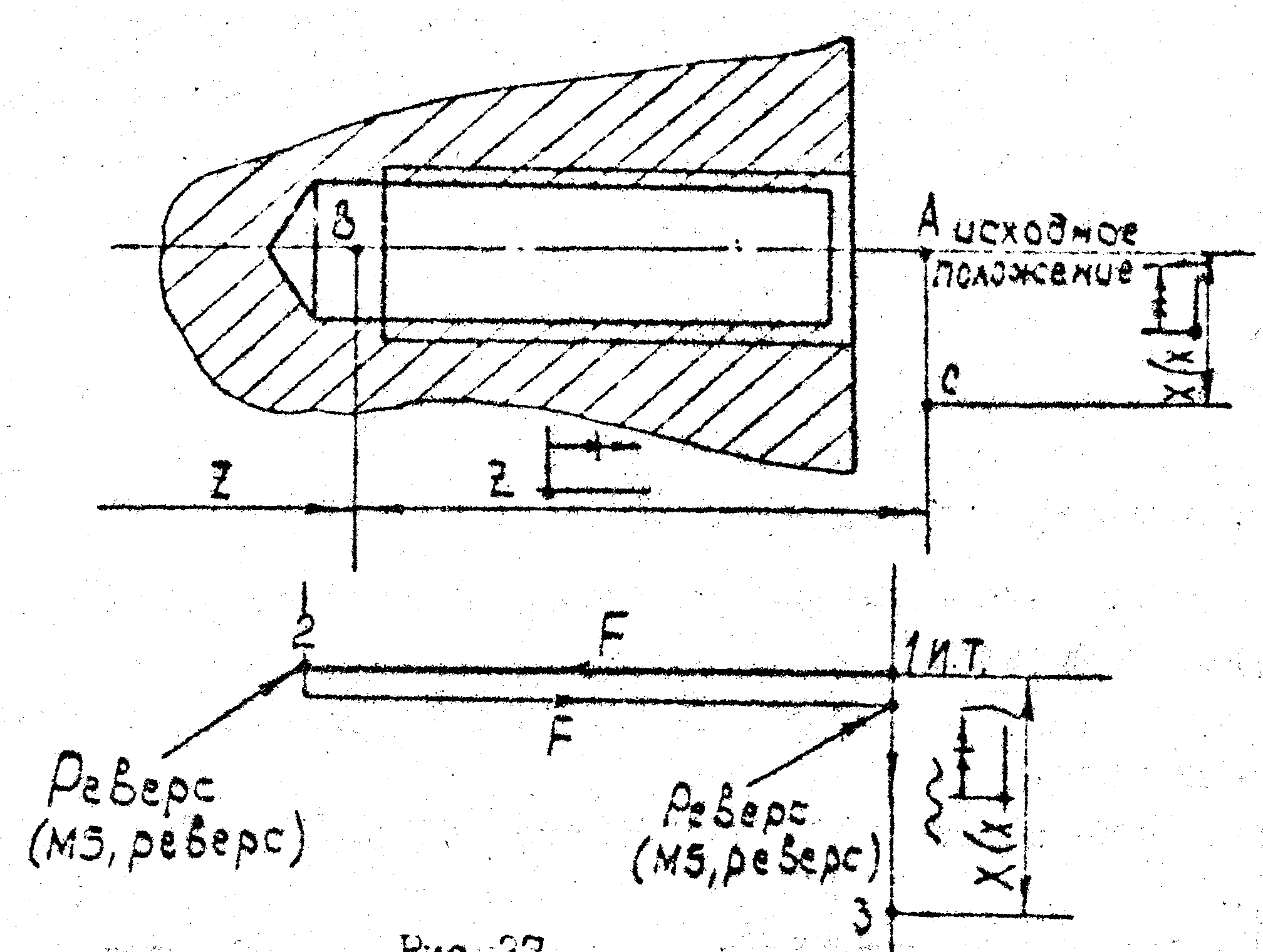
Схема работы цикла G33.
Группа циклов условия движения.
Групп G61-G67 предназначена для программирования движения инструмента с заданием условий необходимых для выполнения операции.
Формат циклов G61-G67:
N… G6х ~ * |
Наличие признака относительной системы означает раздельное выполнение цикла и следующего за ним, в покадровом режиме. Наличие признака ~ означает движение на ускоренном ходу, отсутствие движение на рабочей подаче. |
N… X (X ) * |
Координата конечной точки движения или приращение до нее. |
N… Z (Z ) * |
Координата конечной точки движения или приращение до нее. |
N… М… |
Код функции М выполняемой в конце движения. |
Описание группы цикло условного движения.
Код цикла |
Назначение цикла. |
G61 |
Контролирует останов в конечной точке движения. |
G62 |
Блокировка клавиши стоп. |
G63 |
Контроль останова и блокировка клавиши стоп. |
G64 |
Начало движения синхронизируется с нулевой меткой шпинделя. |
G65 |
Контроль останова в конечной точке и синхронизация с нулевой меткой шпинделя. |
G66 |
Блокировка клавиши стоп и синхронизация с нулевой меткой шпинделя. |
G67 |
Контроль останова в конечной точке движения, синхронизация начала движения с нулевой меткой шпинделя и блокировка клавиши стоп. |
Рассмотрим в качестве примера нарезание спиральной торцовой канавки. Для обеспечения указанной операции необходимо обеспечить синхронизацию начала движения с нулевой меткой шпинделя, а также заблокировать клавишу стоп. Таким условиям соответствует цикл G66. Запишем фрагмент УП:
N90 S300
N91 F200
N92 X10500 ~
N93 Z1000~
N94 Z300
N95 Z-30
N96 G66 *
N97 X400
N98 G63*
N99 X0*
N100 Z300
N101 X10500 ~
N102 Z-60
N103 G25*
N104 P96101
N105 Z-80
N106 G25*
N107 P96101
N108 Z-100
N109 G25*
N110 P96101*
N111 P2