

12Сопряжение учпу со станком.
Для сопряжения УЧПУ Электроника НЦ-31 с конкретным типом станка в системе ЧПУ имеются параметры, которые можно разделить на следующие функциональные группы:
Параметры стыковки УЧПУ со станком;
Параметры настройки приводов станка;
Параметры, определяющие режимы работы устройства;
Параметры сопряжения устройства с электроавтоматикой станка.
При помощи вышеперечисленных групп параметров имеется возможность расширения технологических возможностей оборудования.
Группа параметров стыковки УЧПУ со станком вводится с адресами М и Т. Обеспечивает стыковку различных по исполнению элементов станка с системой ЧПУ. Например: система ЧПУ НЦ-31 предполагает использование фотоимпульсных датчиков обратной связи. На станках могут быть установлены указанные датчики с различным количеством выдаваемых за оборот импульсов (1024 имп/об, 1000 имп/об). Для определения системой УЧПУ типа установленных датчиков служит несколько параметров указанной группы.
Параметры настройки приводов станка, служат для настройки приводов подач и привода главного движения. Вводятся с адресами F, M, T. Для приводов подач реализован двухзонный закон управления приводом. На рис. ХХ представлена зависимость сигнала управления от величины текущего рассогласования εi.
Ε – рассогласование
Uв – сигнал управления на выходе УЧПУ (выход ЦАП)
Кп – коэффициент передачи ошибки положения
W – предельно задаваемое ускорение
Величины рассогласования устанавливаются параметрами группы F. Также в этой группе параметров заданы величины предельных ускорений в режиме позиционирования. Ряд параметров этой группы предназначен для управления приводом главного движения, а именно: устанавливают коэффициенты при переключении диапазона коробки скоростей по командам М40-М43. Устанавливает режим работы с АКС и др.
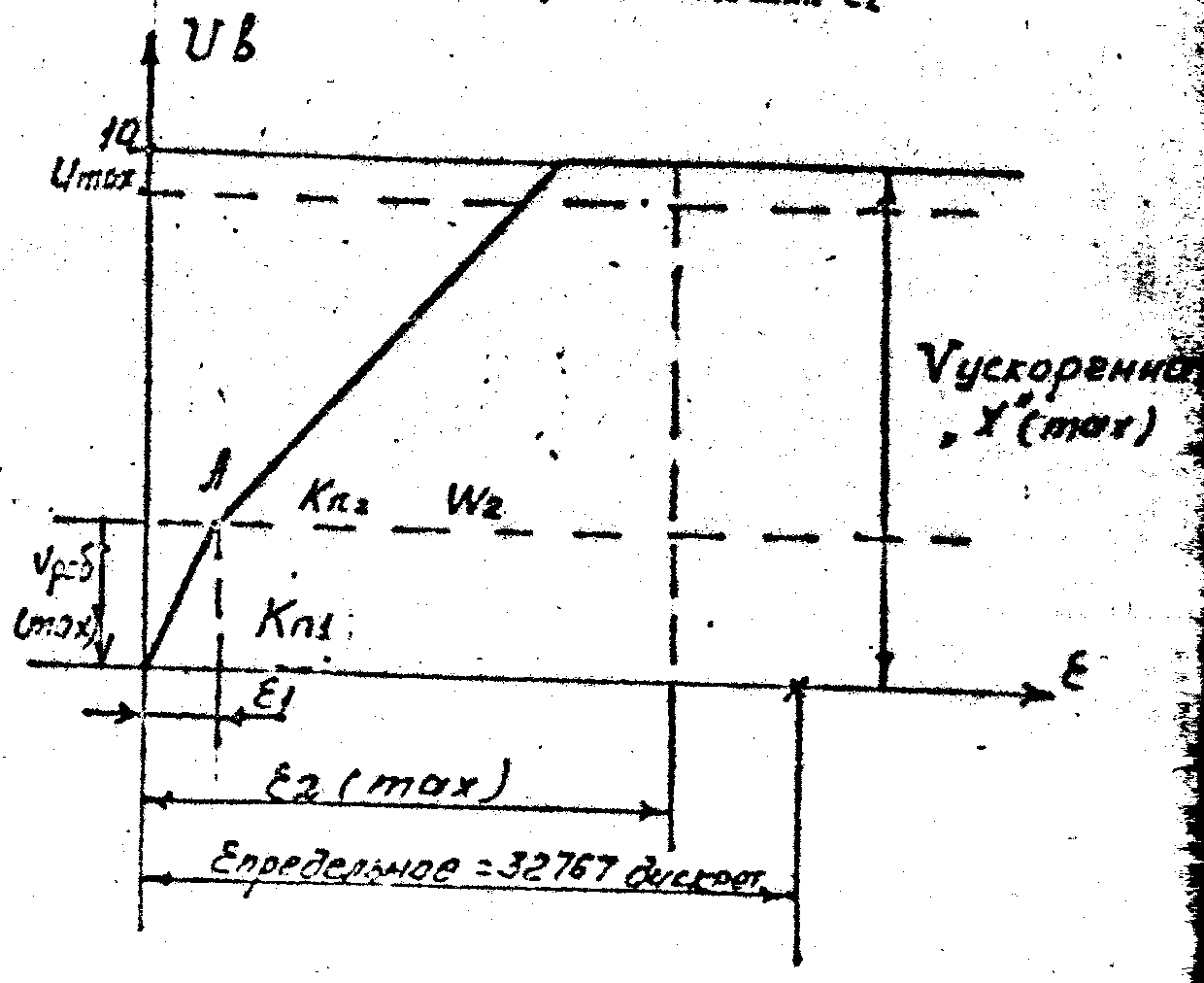
Зависимость сигнала управления от величины рассогласования.
Параметры, определяющие режимы работы устройства задаются с адресом G. Устанавливает некоторые режимы работы. Например: режим минутной подачи, программирование на радиус или на диаметр, работа с регулируемым главным приводом и др.
Параметры сопряжения устройства с электроавтоматикой станка задаются с адресами S, M, G, T. Определяет вид выдачи информации в электроавтоматику станка: потенциальный или импульсный. При потенциальной выдаче код команды M, S, T держится до появления ответа от станка, при импульсной снимается через время. Кроме того, параметрами этой группы определяются временные характеристики сигналов необходимых для правильной работы электроавтоматики станка.
Ввод и индикация параметров станка производится соответственно в режиме ввода при деблокированной памяти, в режиме вывода только в подрежиме работы с параметрами. Оператору станка предназначается группа параметров с адресом Р.
Параметры оператора.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для ввода пользовательских параметров станка необходимо произвести следующие действия:
Установить режим ввода информации нажатием клавиши 14;
Деблокировать память нажатием клавиши 3;
Деблокировать область параметров нажатием клавиши 4;
Набрать номер кадра, например: N2;
Набрать адрес и численное значение параметра, например: Р5000;
Ввести набранное значение в память УЧПУ нажатием клавиши 18.
Для вывода пользовательских параметров станка необходимо произвести следующие действия:
Установить режим вывода на индикацию нажатием клавиши 13;
Деблокировать область параметров нажатием клавиши 4;
Набрать номер кадра, например: N2;
Набрать адрес параметра, например: Р;
Вывести значение параметра нажатием клавиши 18.
Параметры стыковки УЧПУ со станком назначаются заводом изготовителем и описываются в паспорте на станок. В процессе эксплуатации указанные параметры могут быть изменены специалистами по ремонту и обслуживанию, а также наладчиками высокой квалификации. Для просмотра и редактирования параметров служебного назначения необходимо:
Установить режим ввода информации нажатием клавиши 14;
Деблокировать память нажатием клавиши 3;
Набрать последовательность М,1,2,3,4,5,6;
Деблокировать область параметров нажатием клавиши 4;
Набрать номер кадра, например: N3;
Набрать адрес параметра, например: М;
Вывести значение параметра нажатием клавиши 18.