

12. Качество сборки машин после ремонта
12.1. Сборка машин
Технологическим процессом сборки (рис. 12.1) называют комплекс сборочных и слесарных операций, выполняемых с целью получения из отдельных деталей, сборочных единиц и агрегатов готовой машины. Он предусматривает соединение деталей в сборочные единицы, сборочных единиц и деталей в агрегаты, агрегатов, сборочных единиц и деталей в машины в соответствии с их кинематической схемой, характером посадок и величиной размерных цепей.
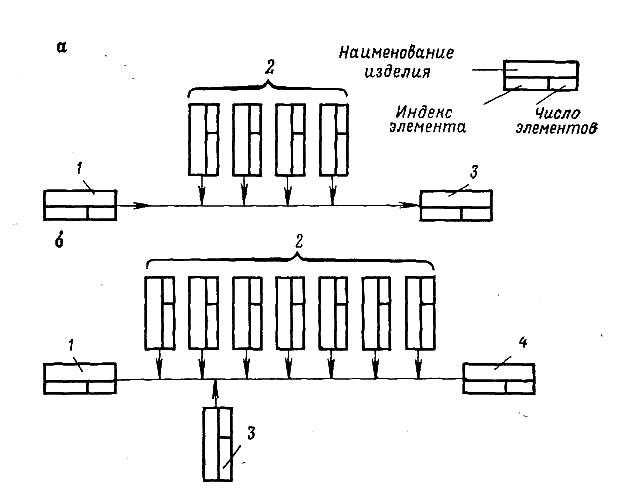
Рис. 12.1. Технологическая схема сборки:
а – сборочной единицы; б – машины; 1 – базовая деталь; 2 – элемент; 3 – сборочная единица; 4 - машина
Сборка машин может быть последовательной или параллельной.
В зависимости от программы ремонтного производства, конструктивных особенностей и трудоемкости собираемых машин процесс сборки может иметь различные организационные формы.
В единичном и мелкосерийном производствах, как правило, всю сборку выполняет одна бригада высококвалифицированных рабочих на одном рабочем месте. При сборке используют небольшое количество специальной оснастки. Такая концентрированная сборка отличается продолжительностью и применяется в небольших ремонтных мастерских и при ремонте машин в полевых условиях.
В серийном производстве применяют дифференцированную сборку машин со специализацией по отдельным процессам и операциям. Сборочные единицы и агрегаты собираются параллельно на рабочих местах и затем поступают на общую сборку. Использование специализированных бригад значительно повышает производительность труда.
В крупносерийном и массовом производствах используют поточные подвижную или стационарную сборки. Весь процесс сборки расчленяется на отдельные мелкие процессы и операции, продолжительность которых должна быть увязана с тактом производства.
Под тактом Т (мин) понимают промежуток времени, по истечению которого собирается сборочная единица, агрегат, машина,
![]() ,
,
где К – коэффициент запаса производительности сборочного участка;
ТСМ – длительность рабочей смены, мин;
ТОБ – потери времени на обслуживание рабочих мест, мин;
ТН.П – потери времени на нормированные перерывы для отдыха, мин;
М – заданный выпуск изделий за смену.
При подвижной сборке изделие находится на конвейере и перемещается через определенные промежутки времени. При сборке крупных машин применяют стационарную поточную сборку, заключающуюся в том, что бригада рабочих, выполнив определенную операцию на одной машине, переходит к другой и выполняет ту же операцию.
Время (мин), затрачиваемое на сборку одной сборочной единицы или выполнение операций, определяют по формуле
ТСБ = ТО + ТВ + ТОБ + ТИ.П,
где ТО — основное технологическое время, расходуемое на сборочные
операции, мин;
ТВ — время, затрачиваемое на вспомогательные операции (поднять деталь, взять инструмент и т. д.), мин.
Удобно при расчетах вместо ТО и ТВ брать их сумму — оперативное время ТОП:
ТОП = ТО + ТВ.
Точность сборки машин может быть достигнута различными методами.
Наиболее простой и экономичной является сборка с применением полной взаимозаменяемости, которая сводится к соединению деталей без всякой подгонки и получению при этом требуемого зазора или натяга.
Селективную сборку применяют там, где требуется получить натяг или зазор в более узких пределах, чем при обычных размерах деталей. Это достигается подбором деталей, которые в пределах допуска на изготовление разбивают на несколько групп. Соединяя парные детали из одноименных групп, получают посадки большей точности, чем при серийно изготовляемых деталях.
Для сочленения, имеющего многозвенные цепи и высокую точность замыкающего звена, может быть применена сборка с подбором деталей. Это позволяет расширить допуски на все звенья размерной цепи и значительно удешевить изготовление детали.
Применение компенсаторов дает возможность получить необходимую точность размерной цепи при сборке изменением величины одного из звеньев при сохранении допусков на все остальные звенья в тех пределах, которые приемлемы для производства.
В качестве компенсаторов могут быть использованы прокладки, шайбы, кольца и т. д.
Сборка с применением пригонки деталей по месту состоит в том, что точность замыкающего звена в размерной цепи достигается подгонкой одного из звеньев цепи.
При сборке встречаются разъемные (шпоночные, болтовые) и неразъемные (сварные, заклепочные) неподвижные соединения. Сборка разъемных неподвижных соединений цилиндрической формы может производиться с подогревом отверстия детали или охлаждением вала.
Зависимость между натягом Н (мм) и температурой разогрева t (градус) детали имеет вид
Н ≤ dαt,
где α — коэффициент линейного расширения отверстия, 1/градус.
При прессовой посадке ПРIЗ, принятой в горной промышленности,
Н = 0,03 + 0,0005d < dαt,
тогда
![]() .
.
Усилие запрессовки Р (Н) при сборке соединений с натягом определяют по формуле
Р = f·π·d·l·δ,
где f — коэффициент трения при запрессовке;
d и l — соответственно, диаметр и длина отверстия, мм;
δ — напряжение сжатия, Н/мм2.
Общую сборку машин можно производить при заводском ремонте на прицеховых разборочно-сборочных площадках или в сборочных цехах, а при полевом ремонте — на ремонтных площадках. Во всех случаях сборку выполняют в соответствии с сетевыми и календарными графиками при непрерывности сборочных работ и одновременном (параллельном) выполнении технологически не связанных операций.
Высокая блочность горных машин позволяет широко применять узловую сборку, что повышает ее качество и снижает общую трудоемкость сборочных работ. Поступление на ремонтную площадку с ремонтного предприятия сборочных единиц в укрупненном виде (стрелы прямой лопаты в сборе с блоками и механизмом напора; ковша прямой лопаты в сборе с днищем и коромыслом; ковша драглайна в сборе с упряжью и др.) значительно сокращают объем сборочных работ.
Сборка зубчатых передач машин включает в себя установку и закрепление на валах зубчатых колес, установку в сборе валов в корпус, а также проверку и регулировку зацепления.
На правильность зацепления цилиндрических зубчатых колес оказывает существенное влияние положение валов в корпусе. Они должны лежать в одной плоскости и быть параллельными. Величина бокового и рационального зазоров в зацеплении зависит от модуля колес и точности их обработки.
Боковой зазор (мм)
∆б = bm.
и радиальный зазор (мм)
∆р = (0,15÷0,3)т,
где b — коэффициент, зависящий от окружной скорости и типа передачи;
т — модуль колес, мм.
Проверку бокового и радиального зазоров в передачах производят с помощью щупов, свинцовой проволоки.
Для проверки правильности касания зубьев в зацеплении рабочие поверхности одного из колес покрывают краской, а затем их прокручивают несколько раз. По величине отпечатка краски на сопрягаемом колесе судят о качестве зацепления. В передачах 7-й степени точности краской должны быть покрыты не менее 75 % длины и 60% высоты зуба, в передачах 8-й степени точности — соответственно 60 и 40 %, в передачах 9-й степени — 50 и 30 % и в передачах 10-й степени точности —40 и 20 %.
Сборка подшипников скольжения заключается в установке вкладыша в корпусе и его подгонке по шейке вала. Для определения степени прилегания внутренней поверхности вкладыша к валу последний покрывают тонким слоем краски и проворачивают несколько раз. Если число пятен контакта составляет не менее шести, то подгонка выполнена правильно. Это положение действительно для валов с частотой вращения до 300 об/мин, для валов с частотой вращения более 300 об/мин число пятен контакта должно быть не менее восьми.
Зазор между валом и верхним вкладышем подшипника при циркуляционной смазке должен составлять 0,006—0,012 диаметра шейки вала.
Сборка подшипников качения заключается в их закреплении на валу и в корпусе. Посадку подшипника с натягом на вал производят с помощью пресса или другого приспособления. Подшипники малых и средних размеров перед установкой нагревают в течение 10—15 мин в минеральном масле с температурой 90— 110 °С. Правильность монтажа подшипника проверяется легкостью вращения вала.
Вибрации быстровращающихся маховиков, шкивов, дисков сцепления, карданных и коленчатых валов вследствие их неуравновешенности играют значительную роль в надежности горных машин. Неуравновешенность возникает в результате неточности размеров деталей, неравномерной плотности материала, погрешности сборки. Она устраняется при механической обработке или сборке с помощью статической или динамической балансировки.
При статической балансировке устраняется неуравновешенность, появляющаяся при несовпадении центра тяжести детали с осью ее вращения. Деталь с дисбалансом, установленная на призме или ролике, под действием неуравновешенной массы создает крутящий момент, стремящийся повернуть деталь неуравновешенной стороной в нижнее положение. Для устранения дисбаланса с утяжеленной стороны производят удаление эквивалентного количества металла или прикрепление к облегченной стороне дополнительного груза. Статической балансировке подвергают детали небольшой длины и диаметра (маховики, шкивы и т. д.). Детали, длина которых значительно превышает диаметр (карданные и коленчатые валы), подвергают динамической балансировке.
По
концам вращающейся вокруг оси статически
отбалансированной диаметрально
расположенными грузами
![]() и
и
![]() детали возникают две противоположно
направленные центробежные силы J1
и J2,
образующие пару сил. Эти силы стремятся
вывести деталь из опор, нагрузить их и
вызвать вибрации. Для динамической
уравновешенности детали в точках,
противоположных размещению грузов
и
,
устанавливают грузы
детали возникают две противоположно
направленные центробежные силы J1
и J2,
образующие пару сил. Эти силы стремятся
вывести деталь из опор, нагрузить их и
вызвать вибрации. Для динамической
уравновешенности детали в точках,
противоположных размещению грузов
и
,
устанавливают грузы
![]() и
и
![]() Моменты центробежных сил от этих грузов
должны быть равны моментам центробежных
сил J1
и J2
от грузов
и
.
При динамической
балансировке
вращение детали происходит на упругих
опорах, которые колеблются под действием
центробежных сил и их моментов. Прикрепляя
к детали пробный груз, добиваются
прекращения колебаний одной опоры, а
затем ту же операцию производят в
отношении другой опоры. По прекращении
колебаний опор балансировка заканчивается.
Моменты центробежных сил от этих грузов
должны быть равны моментам центробежных
сил J1
и J2
от грузов
и
.
При динамической
балансировке
вращение детали происходит на упругих
опорах, которые колеблются под действием
центробежных сил и их моментов. Прикрепляя
к детали пробный груз, добиваются
прекращения колебаний одной опоры, а
затем ту же операцию производят в
отношении другой опоры. По прекращении
колебаний опор балансировка заканчивается.
Окраску машин после ремонта производят для предохранения поверхностей деталей от воздействия окружающей среды (коррозии и др.), а также для придания им товарного вида.
При окраске деталей масляными красками применяют масляные грунтовки, состоящие из олифы и пигмента. Для выравнивания загрунтованных поверхностей производят их шпаклевание составами, содержащими 75—78 % мела, 22—25 % сухих пигментов и лака или олифы. Окраска выполняется глифталевыми, нитроглифталевыми и синтетическими эмалями. При нитроэмалевой окраске наносится пять - шесть слоев краски, а при синтетических эмалях два-три слоя. Окраску производят ручным способом, погружением детали в ванну с краской и воздушным распылением лакокрасочных материалов. Для ускорения процесса затвердевания слоя краски ряд деталей подвергают сушке в сушильных камерах. Отделка поверхностей заключается в шлифовании их наждачной шкуркой, полировании пастой и т. д.
При выдаче машины из ремонта ремонтное предприятие прилагает: технический паспорт заводаизготовителя с отметкой о производстве ремонта; акт о выдаче оборудования из ремонта; акт испытаний, предусмотренных действующими правилами и нормами; гарантийный паспорт; а также сопроводительный лист и опись.
Гарантированный срок работы отремонтированного оборудования в угольной промышленности устанавливается коэффициентом 0,8 от гарантированного срока работы нового оборудования, приводимого в паспорте.
Капитально отремонтированное оборудование должно пройти обкатку и испытания (см. п. 4.4.).