

10.5. Восстановление деталей автоматической вибродуговой
наплавкой.
Автоматическая вибродуговая наплавка в струе охлаждающей жидкости находит большое применение при восстановлении деталей. Она отличается от обычной автоматической сварки тем, что ведется колеблющимся электродом. В результате этого деталь прогревается на глубину до 2 мм и температуры 40—80 °С. Это позволяет почти без изменения физико-механических свойств к химического состава металла восстанавливать изношенные поверхности.
Процесс наплавки заключается в следующем: к восстанавливаемой детали (рис. 10.5), которая вращается в патроне токарного станка, из кассеты 2 через подающий механизм 3 и вибрирующий мундштук 4 поступает электродная проволока. К детали проволоке подается напряжение.
Вибродуговая наплавка представляет собой чередование очень коротких циклов вибрации электрода, состоящих из разрыва цепи холостого хода и короткого замыкания. При разрывах дуги происходит мелкокапельный переход металла с электрода на деталь: а появляющаяся сварочная ванна обеспечивает хорошее сплавление электродного материала с основным. При этом происходи небольшой нагрев детали, уменьшается выгорание легирующих элементов электродной проволоки.
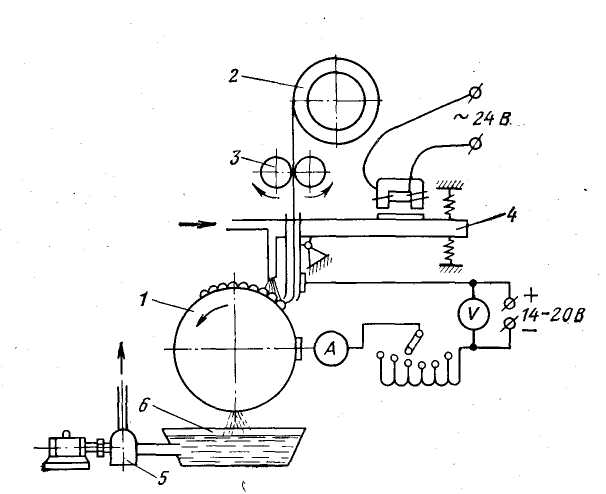
Рис. 10.5. Схема установки для вибродуговой наплавки деталей:
1 – наплавляемая деталь; 2 – кассета; 3 – механизм подачи проволоки; 4 – вибрирующий мундштук; 5 – насос; 6 – ванна для жидкости
Толщина наносимого слоя на деталях диаметром до 300 мм составляет от 0,8 до 2,5 мм. Потер на разбрызгивание металла равны 6—8%. Эффективности процесса способствует охлаждающая жидкость следующих составов, %: кальцинированной соды 5, хозяйственного мыла 1 глицерина 0,5: кальцинированной соды 4—5, машинного масла 1; кальцинированной соды 3, глицерина 4—5.
Колебания электрода создаются электромагнитным или механическим вибратором с частотой 50—110 Гц.
Наплавка ведется главным образом на постоянном токе, так как переменный ток не обеспечивает стабильности процесса. В качестве источников тока используют низковольтные генератор НД 1500/750, НД 1000/500, выпрямители ВСГ-ЗА. В ремонтном производстве используют наплавочные головки УАНЖ-5, УАНЖ-6, КМ-5, ВК-2, ВГ-3, ВГ-5, ГВМК-2, КУМА-5М, устанавливаемые на суппорте токарного станка. Наплавку применяют для деталей диаметром 15—80 мм. Для наплавки используют углеродистую или легированную проволоку диаметром 1—3 мм. Широкое применение получили сварочные проволоки Св-08А, Св-10ГА, легированные Св-10ХМ, Св-18МА, а также проволоки из конструкционных высоколегированных сталей.
Скорость подачи электродной проволоки диаметром 1,6—2,5 мм при напряжении в цепи до 15 В принимают 30—45 м/ч, а при напряжении свыше 15 В — 45—100 м/ч. Частота вращения шпинделя при наплавке составляет 0,5—20 об/мин. Шаг наплавки при напряжении в цепи 12—15 В устанавливается равным 1,2—1,5 мм,. а при напряжении 15—20 В — от 1,5 до 2,0 мм.
При вибродуговой наплавке охлаждение жидкостью расплавленного металла создает термические напряжения в наплавленном слое, что способствует образованию микро- и макротрещин. В результате этого усталостная прочность деталей снижается в 2 раза и более. По этим причинам детали, работающие при больших знакопеременных и циклических нагрузках, не восстанавливают вибродуговой наплавкой.
В последние годы получила применение вибродуговая наплавка под слоем флюса с охлаждением водой.