

1.4 Точность выпускаемых изделий.
Точность изделия – это степень приближения истинного значения размеров, форм и расположения поверхностей от их идеального состояния.
Точность машины – это степень соответствия показателей работы машины и ее технической характеристики (скоростных характеристик, величин перемещений, создаваемых усилий).
Точность машины обеспечивается точностью входящих в нее деталей.
Точность – понятие относительное, она определяется
- служебным назначением и условиями работы детали;
- методом получения детали;
- абсолютной величиной параметра.
Точность задается в виде допустимых погрешностей (предельных отклонений)
Размер, от которого отсчитываются отклонения в виде допустимых погрешностей и который проставляется на чертеже деталей и сборочных единиц, исходя из функционального его назначения, называется номинальным размером.
Максимальный размер поверхности детали называется наибольшим предельным размером детали, а минимальный – наименьшим предельным размером годной детали.
Алгебраическая разность между этими размерами и номиналом – есть верхнее и нижнее отклонение от номинального размера.
ES, es и EI, ei – обозначения верхних и нижних отклонений размеров отверстия и вала соответственно
Es = dmax – dн ES = Dmax – Dн
ei = dmin – dн EI = Dmin - Dн
Разность между предельными размерами или верхним и нижним отклонением есть допуск на размер.
Td = dmax – dmin = es – ei TD = Dmax – Dmin = ES – EI
Среднее отклонение
равно полусумме верхнего и нижнего
отклонений.
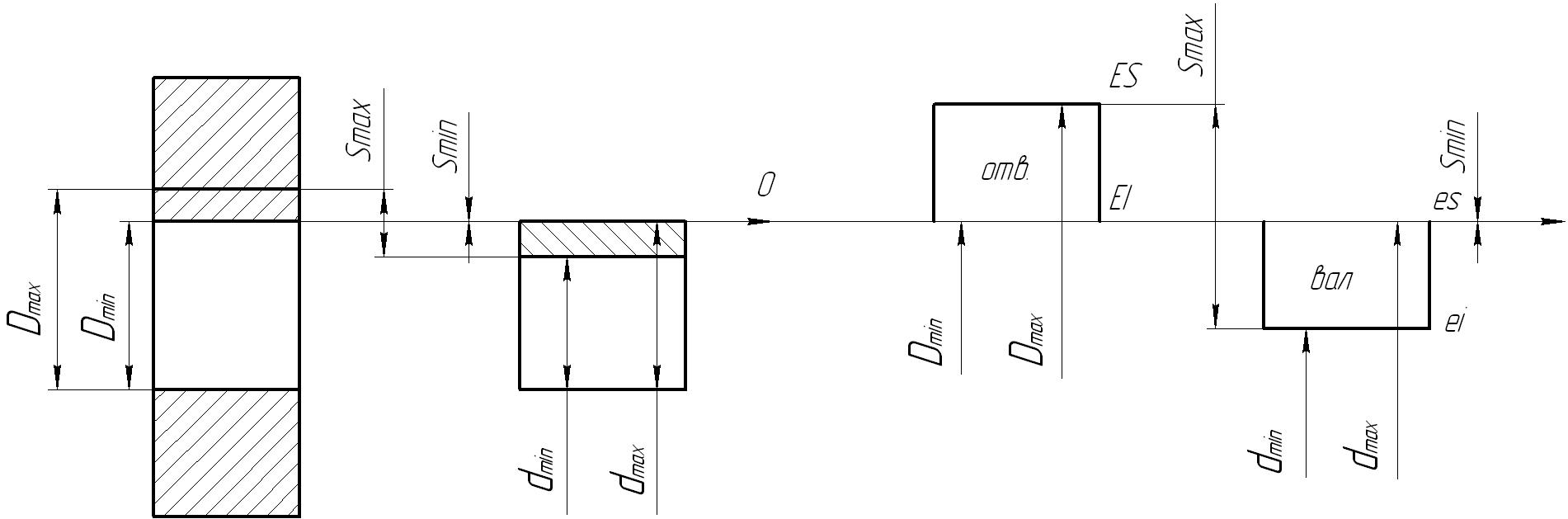
Рис. 1.3 Схема изображения двух сопрягаемых деталей с определенным полем допуска
Одни и те же размеры для деталей различной точности выполняются с различной степенью отклонений от нормального размера, т. е. эти размеры имеют различный допуск на изготовление.
Стандартом СЭВ144.75 установлено 19 квалитетов точности для размеров от 1 до 500 мм, это наиболее часто применяемые размеры для деталей в среднем машиностроении.
01; 0; 1; 2…….15; 16; 17
01…..2 – квалитеты, используемые в машиностроении при изготовлении концевых мер длины, калибров или контркалибров и тому подобное;
2……4 – квалитеты, используемые для изготовления инструмента для контроля деталей;
5……7 – квалитеты, используемые для точных сопряжений в механизмах и машинах;
8…..11 – квалитеты, используемые для сопряжения деталей нормальной точности в узлах и механизмах;
12…14 – квалитеты, используемые для изготовления свободных размеров деталей;
15…17 – квалитеты, используемые при изготовлении изделий в заготовительном производстве.
Механизмы всех машин и приборов состоят из взаимно сопряженных деталей и узлов. Характер соединений должен обеспечивать точность положения или перемещения деталей и узлов, надежность эксплуатации, простоту ремонта машин и приборов.
В одних случаях необходимо получить подвижное соединение, в других – неподвижное соединение с натягом, в третьем имеем дело с соединениями, которые, могут в процессе эксплуатации демонтироваться, но при этом обеспечивают хорошее центрирование – это переходные посадки. При изготовлении партии деталей по переходным посадкам возможен вариант получения, как зазора, так и натяга в сопряжении двух деталей.
При различном расположении полей допусков на размеры возможно получение различных характеров сопряжений деталей: с зазором, с натягом, переходных.
Принято определенное положение допусков отверстия относительно нулевой линии обозначать большими буквами латинского алфавита.
A,B,C,D,E,F,G,H, J,K,M,N,P,R,S,T,U,V,X,Y,Z.
Для допусков на вал – малыми буквами:
a, b, c, d, e, f, g, h, j, k, m, n, p, r, s, t, u, v, x, y, z.
Отклонения Н и h принято считать основными для отверстия и вала.
Посадкой называется характер соединения двух деталей.
Посадки осуществляются по двум системам: системе отверстия и системе вала.
Системой отверстия называется такая система, когда при неизменных размерах отверстия различные посадки достигаются за счет изменения размеров вала. Индекс системы – H, основное отклонение всегда нижнее -ЕI и равно нулю.
Системой вала называется такая система, когда при неизменных размерах вала различные виды посадок достигаются за счет изменения размеров отверстий. Индекс системы – h, основное отклонение всегда верхнее-es и равно нулю.
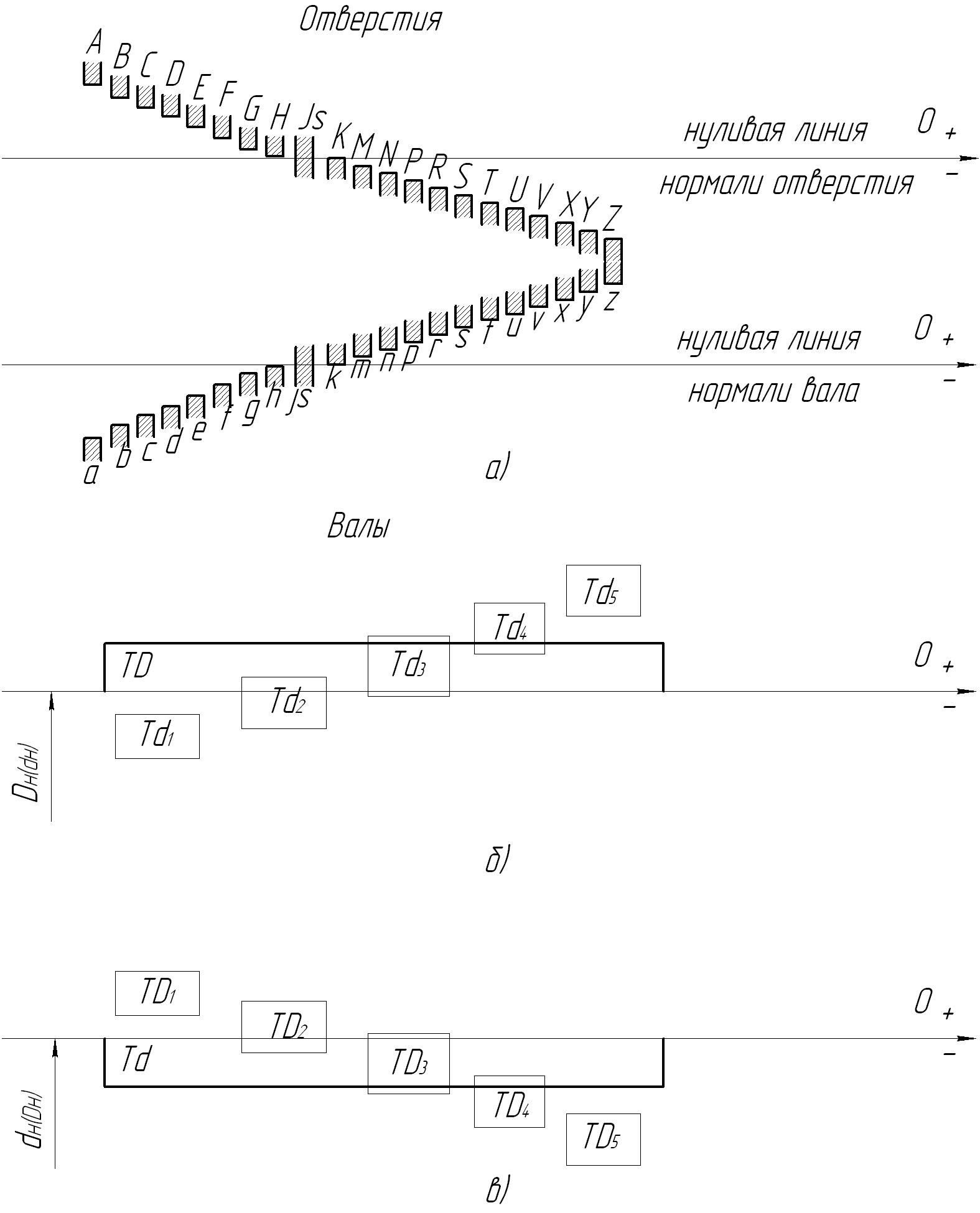
Рис. 1.4 Расположение полей допусков отверстия и вала относительно нулевой линии
а) по общей схеме независимо от системы;
б) в системе отверстия;
в) в системе вала, обеспечивающей различные сопряжения.
Сопряжения деталей:
D + d1 – образуют зазоры, так как D > d5.
 - образуют переходные
посадки, т. к. имеет место как D
≥
d2,3,4,
так и
- образуют переходные
посадки, т. к. имеет место как D
≥
d2,3,4,
так и
D ≤ d2, 3,. 4
D + d5 – образуют натяги, так как D > d5.
Сопряжения деталей:
d + D1 – образуют зазоры, так как d < D1.
 – образуют
переходные посадки, т. к. имеет место
как d
≥ D2,
3, 4 ,
так
– образуют
переходные посадки, т. к. имеет место
как d
≥ D2,
3, 4 ,
так
и d ≤ D2, 3, 4.
D + D5 – образуют натяги, так как d > D5.
При посадках с зазорами рассчитывают Smax и Smin;
при переходных посадках – Nmax и Smax;
при посадках с натягами – Nmax и Nmin.