

3.2.2 Мартеновский способ производства стали.
Мартеновская печь – пламенная отражательная регенеративная печь, имеющая рабочее плавильное пространство, ограниченное снизу подиной, сверху сводом, а с боков передней и задней стенками. Футеровка печи может быть основной и кислой. В соответствии с этим процесс плавки также называется основным и кислым. Через загрузочные окна передней стенки в печь поступает шихта, флюс и лом, а через окна задней стенки происходит выгрузка готового металла.
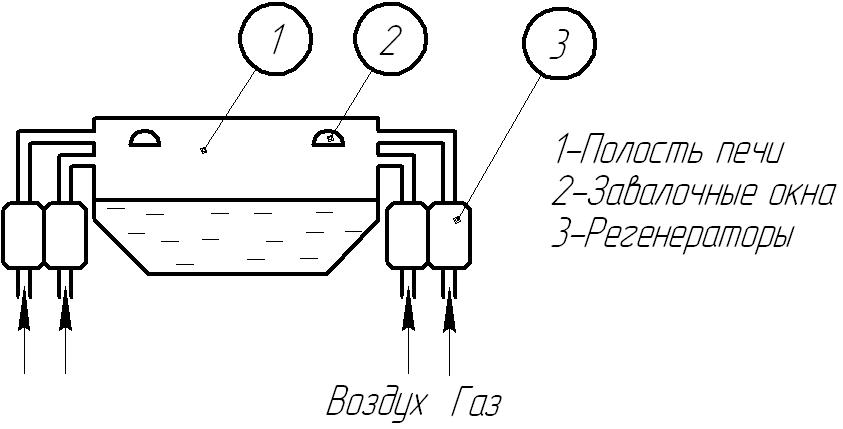
Рис. 3.3 Схема мартеновской печи
Выплавка стали из чугуна в твердом виде плюс стальной лом и твердые стальные отходы производства называются скрап-процессы.
Выплавка стали из жидкого чугуна, плюс металлолом называется скрап- рудным процессом.
В рабочую камеру попеременно по каналам справа или слева через регенераторы поступает газ (топливо) и воздух.
Когда топливо и воздух проходят через нагретый регенератор, они подогреваются, и в рабочей камере достигается температура t = 1700°С. Без предварительного подогрева, эта температура не обеспечивается.
Регенераторы работают попеременно и подогреваются продуктами сгорания, выходящими из рабочего пространства печи. Управление движением продуктов сгорания и газа производится заслонками.
При получении различных сортов стали, в печь перед выпуском расплавленного металла присаживают легирующие элементы (хром, никель, молибден и другие).
В мартеновской печи происходят сложные процессы физико-химические взаимодействия между топливом, металлом, шлаком и футеровкой печи.
Нормальный ход плавки характеризуется «кипением» стали, при котором происходят энергичное окисление углерода и усиленное перемешивание его с выделением газов, что вызывает кипение металла.
Емкость мартеновских печей 10, 300, 500, 900 т.
Плавка в 300 тонной двухванновой печи длится приблизительно 4 часа, каждые 2 часа происходит выпуск из одной ванны.
Двухванновые пятисоттонные печи (Магнитки) за час производят до 200 т стали и расходуют 64 м3/т кислорода и 14 кг/т топлива; то есть эти печи близки к мощным кислородным конвертерам.
Достоинства:
1) высокая производительность;
2) использование металлолома до 50 %.
Недостатки:
1) низкое качество стали;
2) сложность оборудования;
3) большой расход топлива.
3.2.3 Выплавка стали в электропечах
Плавильные электропечи обеспечивают высокую температуру плавления, хорошие окислительные, восстановительные и нейтральные условия, вакуумную среду, которая обеспечивает возможность получения высоколегированных конструкционных, инструментальных, специальных сталей и сплавов.
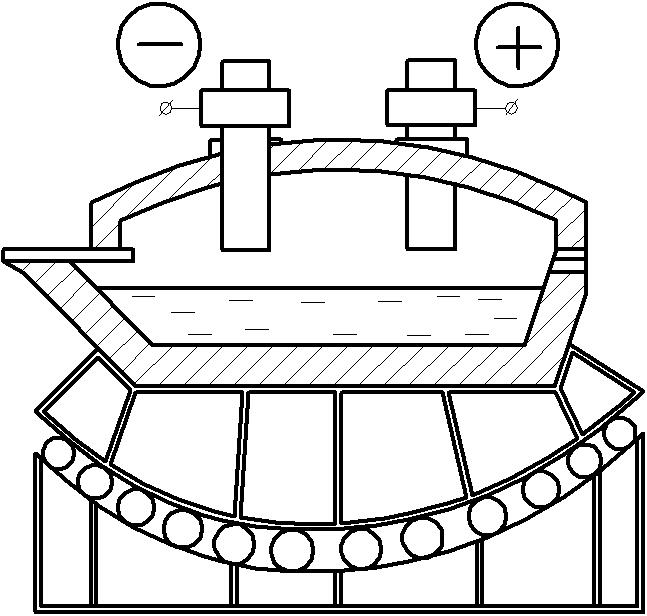
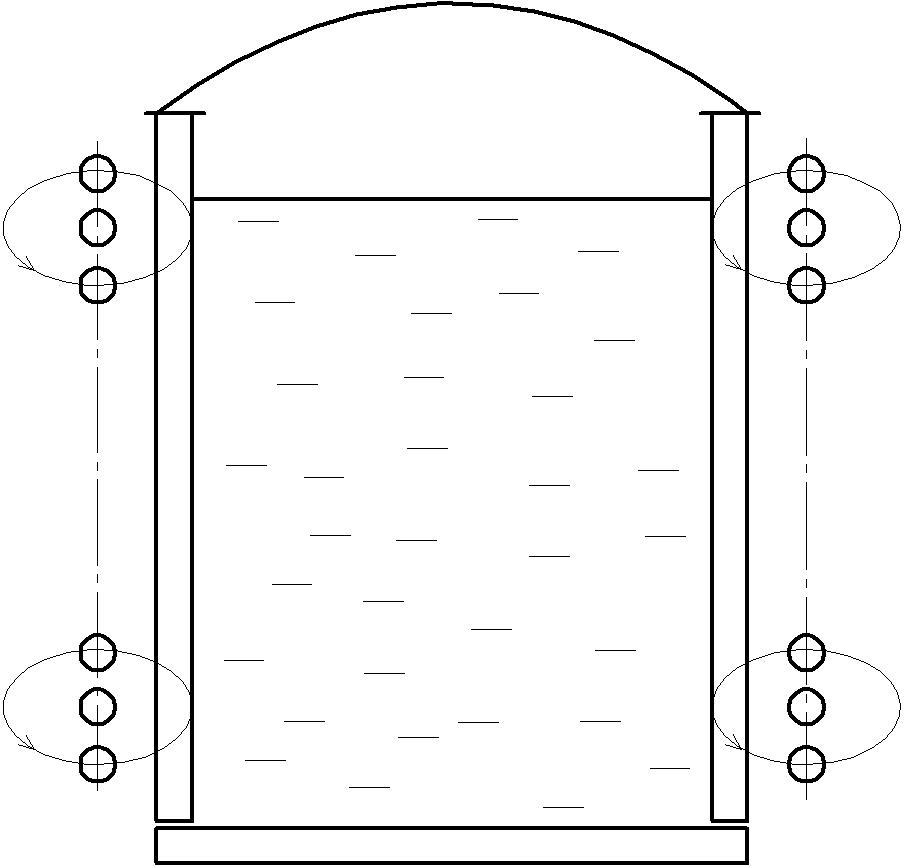
Рис. 3.4 Схема электропечи для производства сталей
Печь состоит из металлического кожуха, футерованного внутри, кислым или основным кирпичом. В основных печах - магнезитовый кирпич с доломитом с h = 150…200 мм, в кислых печах - динасовый кирпич с набивкой из кварцита на жидком стекле.
Электропечь может наклоняться на 40…45° от горизонтали в сторону желоба, для слива стали и на 10…15° в сторону рабочего окна, для скачивания шлака.
Продолжительность плавки стали в дуговой печи - 3…6 часов, в зависимости от марки стали, характера исходного сырья, конструкции и мощности электрической печи.
В среднем на одну тонну выплавляемой углеродистой стали расходуется 500…700 кВт ч.
Индукционные печи для получения легированных чугунов и сталей, используются реже, чем дуговые. Магнитные силовые линии, создаваемые катушкой, проходят через металл, вызывая в нем вихревые токи, активно перешивают его.
Вместимость индуктивных печей от 60 кг до 25 т.
Крупные печи могут работать на переменном токе с промышленной частотой 50 Гц, для более мелких используются генераторы, работающие на частоте 500…2500 Гц.
Выплавка стали из чугуна, в индукционных печах почти не выполняется, так как окисление и рафинирование с помощью шлака в них почти не возможны. Зато эти печи с успехом используются для переплавки чистых легированных сталей, так как высокая температура, вакуум и отсутствие науглероживания металла электродами, обеспечивают возможность получения сталей с малым содержанием углерода. Выплавляются и специальные, сложные сплавы с повышенными требованиями к материалу.
Достоинства:
1) Достаточно высокая производительность;
2) Высокая чистота металла и возможность получения практически любые марки стали;
3) Удобство регулирования температурного режима и легкость обслуживания.
Недостаток: большое количество расхода электроэнергии, так как на 1 тонну стали расходуется до 500…950 кВт ч.
3.2.4 Электрошлаковый и вакуумно-дуговой переплав стали
Эти виды получения стали используются при производстве высококачественных жаропрочных, высоколегированных материалов. Высокая температура, создаваемая в этих печах, позволяет получать сталь практически любого состава.
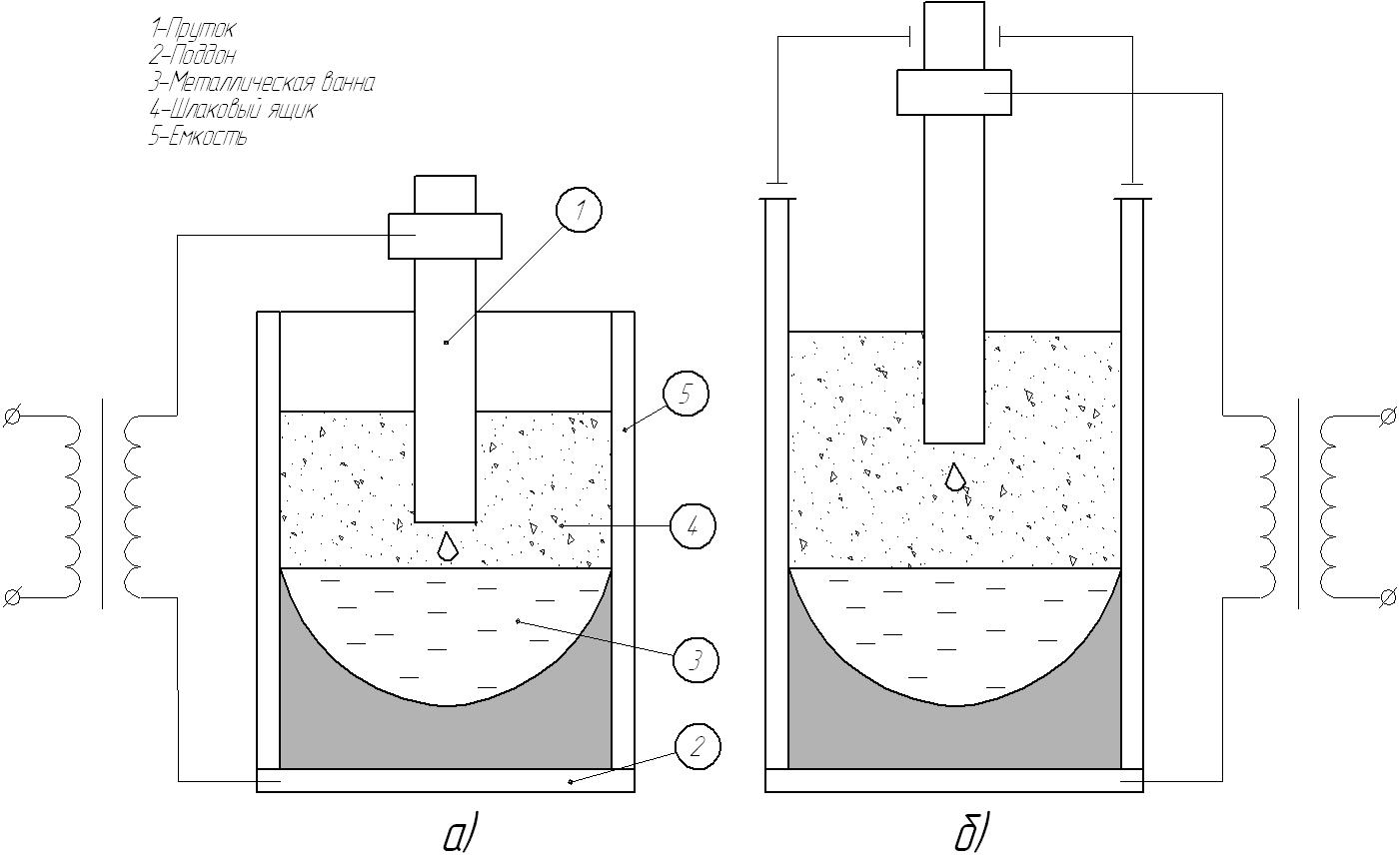
Рис. 3.5 Схемы электрошлакового (а) и вакуумно-дугового (б) переплава стали