

5.2 Бесслитковая прокатка.
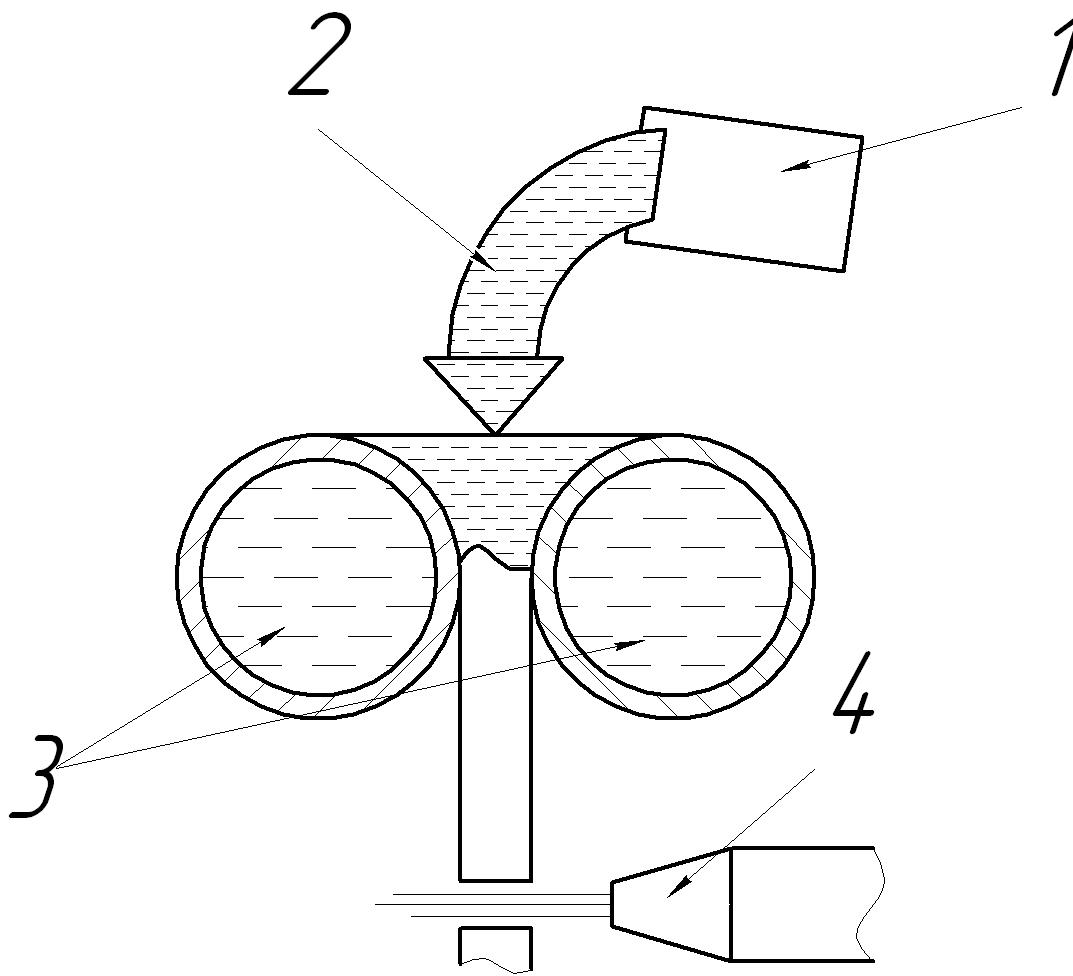
Рис. 5.3. Бесслитковая прокатка
Установка для бесслитковой прокатки имеет следующие составляющие:
1) ковш с жидким металлом;
2) желоб;
3) валки для формирования потока жидкого металла, охлаждаемые водой;
4) резак, разделяющий поток металла на мерные длины.
Внедрение бесслиткового проката упрощает и удешевляет процесс получения различных изделий - листов, полос, лент, проволоки и т.д., т.к. исключается отливка слитков в изложницах и заготовка готовится сразу к прокатке.
5.3 Волочение.
Волочением называют процесс ОМД, при котором заготовка протаскивается через отверстие волоки, размеры которого меньше размеров сечения заготовки.
В результате получается изделие с постоянным сечением по всей длине.
Волочение применяют для получения проволоки диаметром 10…0,002мм, тонкостенных труб, фасонных профилей, а также для калибровки, то есть придания точных размеров и высокого качества поверхности изделия.

Рис. 5.4 Инструмент для волочения
Зоны в инструменте для волочения:
1 - зона входная или смазочная с отверстием, конус которого имеет угол равный 40°;
2 - рабочая, деформирующая зона с углом 10-24°;
3 - калибрующая зона (цилиндрической формы);
4 - выходная зона, с отверстием, конус которого равен 45-60°.
Волоки, через которые протаскивается заготовка, приобретая необходимый профиль поперечного сечения, изготавливают из инструментальных сталей У8 - У12, из сталей марок ШХ15, Х12М, из твердых сплавов ВК2, ВК3, ВК6, ВК8, ВК10, ВК15, а для получения проволоки диаметром менее 0,3мм – из алмаза.
В результате волочения площадь поперечного сечения заготовки уменьшается, за счет этого увеличивается ее длина.
Коэффициент вытяжки за один проход достигает величины 1,2...1,6, а суммарный 1,7...6,5. Обжатие составляет за проход 16-40%, а суммарное - 40...85%.
Основным показателем при волочении является обжатие. Оборудование, на котором производится волочение, называется волочильными станами (ВС).
ВС подразделяются на 2 группы:
1) с прямолинейным движением тянущих устройств (с механическими или гидравлическими приводами);
2) с круговым движением протягиваемого материала (барабанные).
На станах с прямолинейным движением изготавливают: прутки, профили, трубы, с круговым – проволока и трубы.

Рис. 5.5 Схема волочильного стана с прямолинейным движением
Волочильные станы бывают однопрутковые и многопрутковые. Усилие волочения у цепных станов до 150 ... 600 т, скорость волочения – 20 ... 50 м/мин.
Волочение проволоки диаметром 2 мм осуществляется со скоростью 400...600 м/мин, максимальная скорость 900 м/мин и более (в зависимости от физико–механических свойств протягиваемого металла). С малыми диаметрами проволоки скорость может достигать 30 м/с.
На станах с круговым движением производится волочение проволоки и труб малого диаметра с одновременным наматыванием на барабаны в бунты.
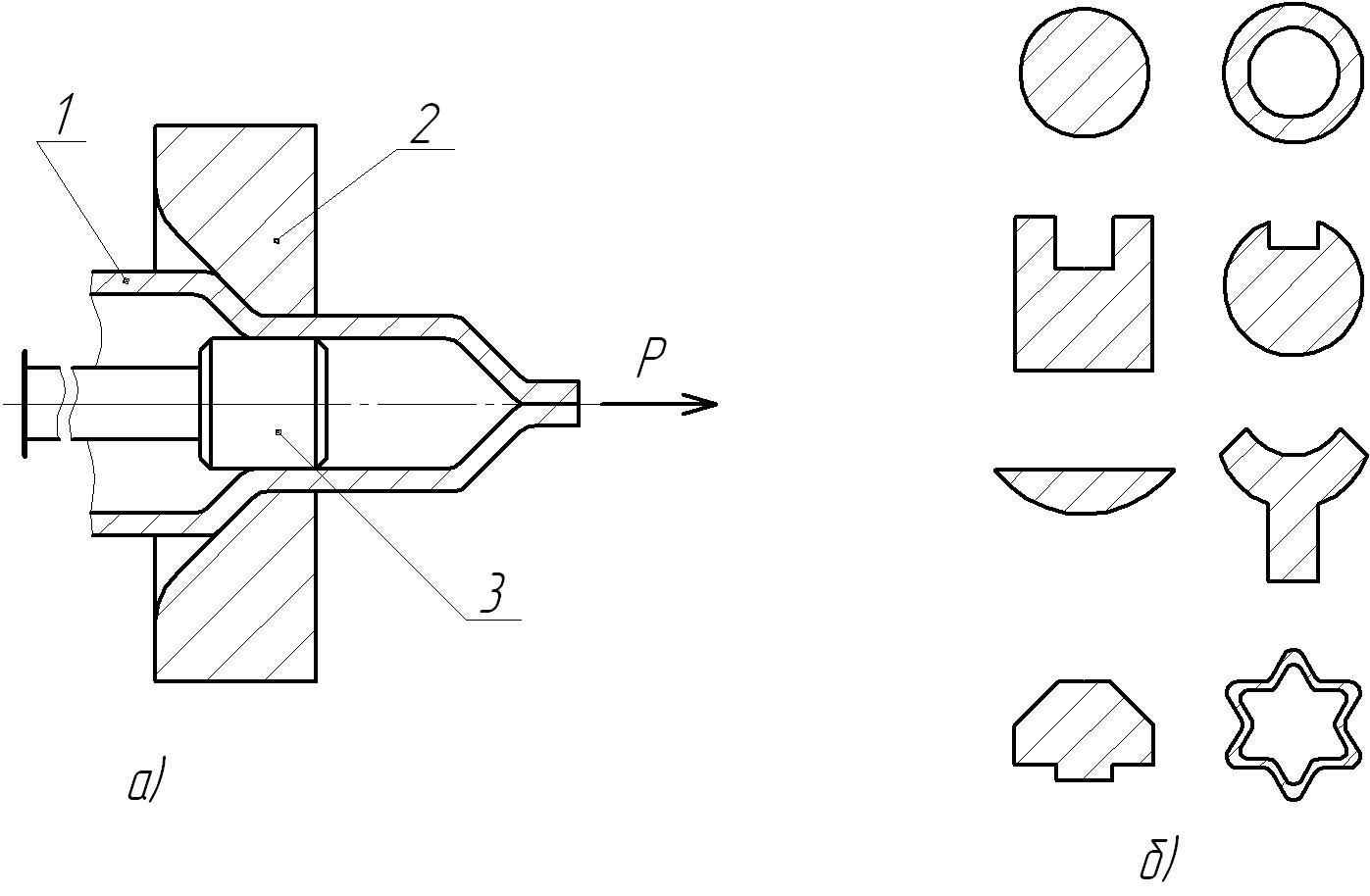
Рис. 5.6 Схема волочения трубы (а) и примеры профилей,
получаемых волочением (б)
Барабанные станы делятся на станы однократного и многократного волочения, где заготовки проходят от одной до 15 и более фильер с уменьшающимся сечением отверстия.
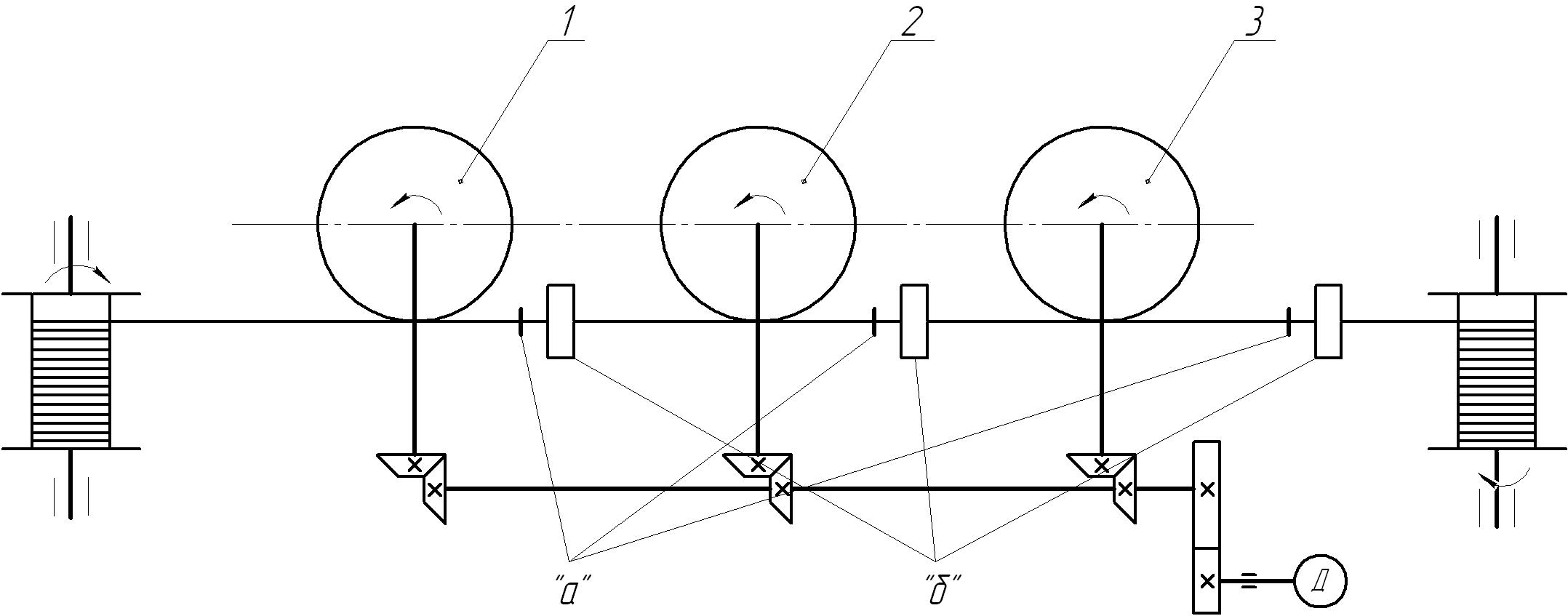
Рис. 5.7 Схема барабанного волочильного стана
Тяговые барабаны 1 - 3 приводятся во вращение от привода, состоящего из двигателя D и редуктора, с коническими шестернями. С уменьшением сечения проволоки увеличивается ее длина, а скорость вращения барабанов увеличивается от 1 к 3. Скорость волочения 900 м/мин и более; «а» - волоки, «б» - муфельные печи для отжига проволоки.
При необходимости большей деформации, волочение проводят на нескольких операциях, подвергая заготовку отжигу перед каждой операцией.
Для снижения трения применяют омеднение в медном купоросе. Волочение изготавливают проволоку диаметром 0,002...1,0мм, тонкостенные трубы, фасонные профили калибруют прутки из сталей и цветных металлов.
Достоинства:
1) высокая производительность;
2) высокая точность (до 12 квалитета);
3) возможность получения сложных профилей изделия;
4) отсутствие отходов.
Недостатки:
1) необходимы большие усилия, вследствие потерь на трение;
2) малая степень деформации;
3) необходимость промежуточного отжига после каждого хода для снятия наклепа.