

5.4 Прессование.
Прессованием называют процесс выдавливания металла заготовки из замкнутой полости инструмента – контейнера, через отверстие матрицы с площадью меньшей, чем площадь поперечного сечения заготовки. Для прессования используют черные и цветные металлы, а также сплавы в виде слитков, литых и предварительно деформированных заготовок диаметром до 500 мм и длиной до 1200 мм.
Черные металлы прессуют в горячем состоянии; цветные - как в горячем, так и в холодном. При прессовании металл подвергается всестороннему неравномерному сжатию, поэтому этот процесс требует достижения больших усилий. Существуют 2 метода прессования: прямой и обратный (рис5.8).
Сущность прямого метода: заготовку 3 укладывают в полость контейнера 6, давление пресса передается на заготовку пуансоном 5 через пресс-шайку 4. При этом металл вынужден выдавливаться через матрицу 2, закрепленную в матрице - держателе 1.
Обратный метод: контейнер 2 закрыт с одного конца упорной шайбой 5, а давление пресса передается через полый пуансон 3, с укрепленной на ней матрицей 4 на заготовку 1. Металл, который течет навстречу движению матрицы с пуансоном, выдавливается из контейнера.
Коэффициент вытяжки при прессовании 8 - 50 и более. Прессованием получают прутки диаметром 3 - 250мм, трубы диаметром до 800мм с толщиной стенок 1,5мм и более. Максимальное усилие при прессовании 250 МН.

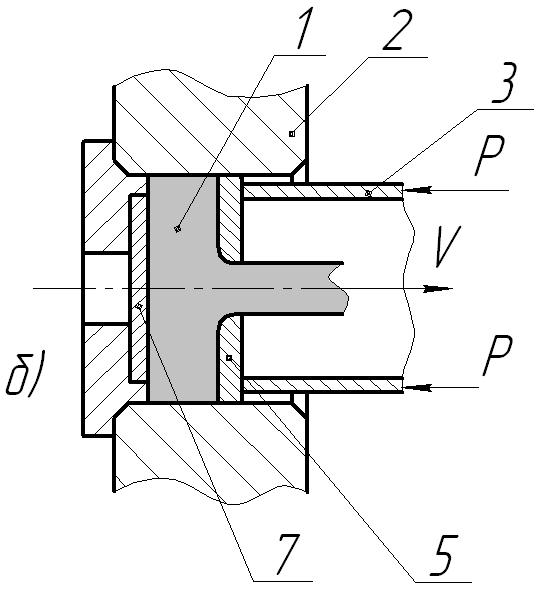
Рис 5.8 Прямой (а) и обратный (б) методы прессования
Достоинства:
1) возможность получения сложного профиля;
2) высокая производительность;
3) высокая степень деформации (отношение FИСХОД. заготовки к FИЗДЕЛИЯ равно 10...50).
Недостатки:
1) большие отходы металла (до 40%), которые остаются в контейнере;
2) большие усилия, действующие на рабочий инструмент.
В последнее время широко применяется холодное прессование с давлением до 20 МПа. Получают изделие высокой точности (14квалитет) и не требующее механической обработки (Rа = 12,5 мкм).
Исходные заготовки при прессовании:
1) сплошные слитки диаметром 60-500 мм, длиной 100-1000 мм;
2) слитки с центровым отверстием.
Оборудование: гидравлические прессы с вертикальным и горизонтальным расположением пуансона и контейнера.
Изготавливаемые изделия: прутки Ø5-300 мм, трубы Ø18-350 мм с толщиной стенок 1,25…50 мм, а также различные профили.
Изготавливаемые изделия: прутки Ø5...300 мм, трубы с внутренним диаметром Ø18...350 мм с толщиной стенок 1,25...50 мм.
Изделия, получаемые прессованием, превосходят по точности, разнообразию и сложности изделия, получаемые прокаткой.
5.5 Свободная ковка.
Свободной ковкой называется процесс обработки давлением, при котором перемещающиеся слои металла не встречают сопротивления своему движению.
Нагретую заготовку укладывают на нижний боек и верхним бойком последовательно деформируют ее отдельные участки или всю в целом, в зависимости от величины ее геометрических параметров. Полученную заготовку называют поковкой.
Для изготовления поковок применяют слитки, а так же кованные и прессованные заготовки из сталей и цветных металлов. Слитки применяют цилиндрические и многогранные. Свободной ковкой изготавливают небольшие партии различных по форме и габаритам поковки массой от нескольких сот граммов до 450 т. Этот метод применяется в единичном и мелкосерийном производстве при изготовлении деталей несложной формы. При свободной ковке выполняются следующие операции: осадка, высадка, протяжка, раскатка, прошивка, рубка, гибка, сварка и кручение (рис 5.9 и 5.10).
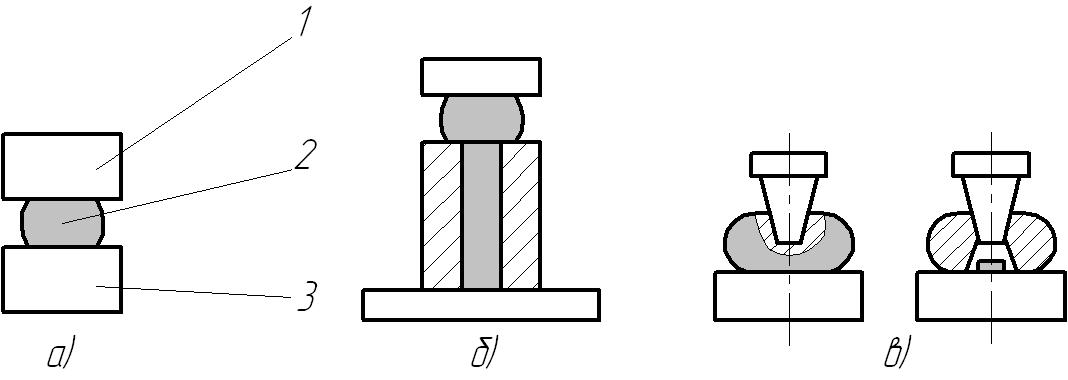
Рис. 5.9. Схемы осадки (а), высадки (б) и прошивки металла
а) осадка - уменьшение высоты заготовки при увеличении ее поперечного сечения;
б) высадка - осаживание лишь части заготовки;
в) прошивка – получение глухих или сквозных отверстий.
Протяжка - удлинение заготовки при уменьшении ширины и высоты (диаметра) сечения заготовки.
По заготовке последовательно ударяют и периодически поворачивают вокруг своей оси.
Обрубка (рис. 5.10, а) - отделение части заготовки с помощью клинового инструмента - топора.
Гибка (рис. 5.10, б) - придание заготовке определенного контура. Осуществляется в специальных штампах на гибочных машинах.
Кручение состоит в повороте одной части заготовки относительно другой на угол. Для этого применяются специальные приспособления.
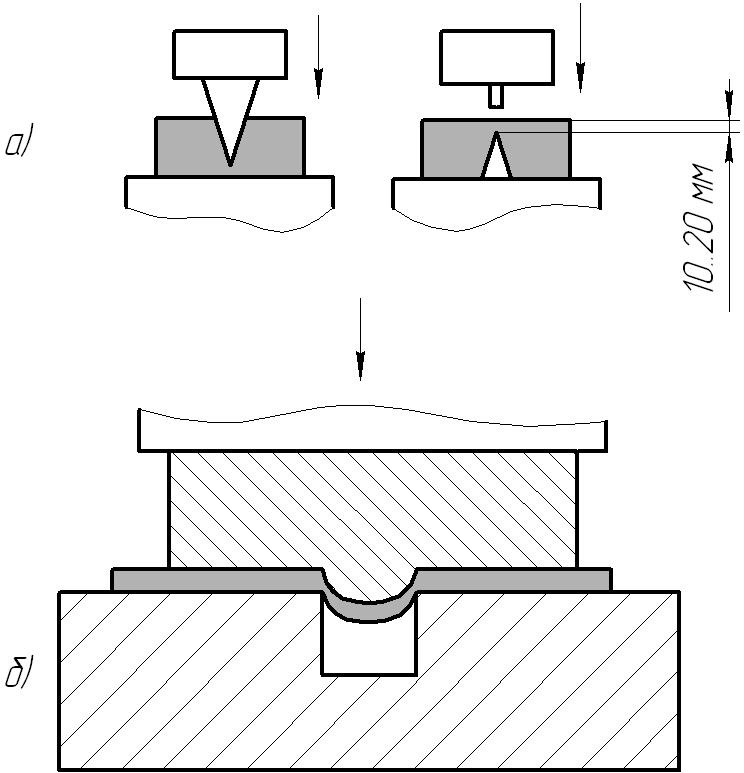
Рис. 5.10 Схема обрубки (а) и гибки (б) заготовок
Кузнечная сварка заключается в соединении между собой заготовок внахлест, в разруб, встык.
Заготовки нагревают до температуры 1300...1400°С.
Инструментом является верхний и нижний боек. Для изготовления поковок сложной формы, используют подкладные штампы.
Оборудование для ковки - молоты и прессы.
Молоты - это машины ударного действия. Металл деформируется в доли секунды за счет энергии подвешенных (падающих) элементов молота.
Прессы - машины статического действия с гидравлическим приводом. Металл деформируется в течение несколько секунд.
Достоинства:
1) практически неограниченные ресурсы заготовок (масса заготовок до 450т);
2) простота устройства, отсутствие специальной оснастки;
Недостатки:
1) невозможность получения сложных форм;
2) низкая точность (17 квалитет и ниже);
3) высокая квалификация работников;
4) тяжелые условия труда (высокая температура, вредные газы, большая доля ручного труда).