

Листовая штамповка.
Из листового материала пластическим деформированием изготавливают разнообразные плоские и пространственные детали массой от нескольких граммов до десятков килограммов.
Для деталей, получаемых листовой штамповкой, характерно то, что толщины стенок деталей незначительно отличаются от толщины стенки исходного материала.
В качестве заготовки при листовой штамповке используют прокатный лист, полосу или ленту. Толщина заготовки обычно не более 10 мм, реже доходит до 20…25 мм. Материалом при листовой штамповке в основном используют низкоуглеродистую сталь, пластичные легированные стали, латунь, медь и др.
Листовая штамповка широко используется в такой промышленности, как автомобиле-, самолето-, ракето-, приборостроение и т. д.
Достоинством листовой штамповки является возможность получения деталей малой массы при необходимой прочности и жесткости, достаточная точность размеров и качество поверхности, простота механизации и автоматизации процесса. Как правило, пластической деформации подвергается лишь часть заготовки.
Существуют разделительные и формообразующие операции при листовой штамповке. К разделительным операциям относится отрезка, вырубка, пробивка, а к формоизменяющим операциям относится гибка, вытяжка без утонения, вытяжка с утонением стенок изделия, отбортовка и формовка.
Вырубка и пробивка - одновременное отделение металла по заданному контуру.
Инструмент - вырубной штамп из матрицы с отверстием и пуансоном. Оборудование - кривошипный пресс.
Технологическая операция «гибка» - получение изогнутой детали из плоской заготовки.
Инструмент - гибочный штамп.
Оборудование - кривошипные и гидравлические прессы.
Операция «вытяжка» - получение полого пространственного изделия.
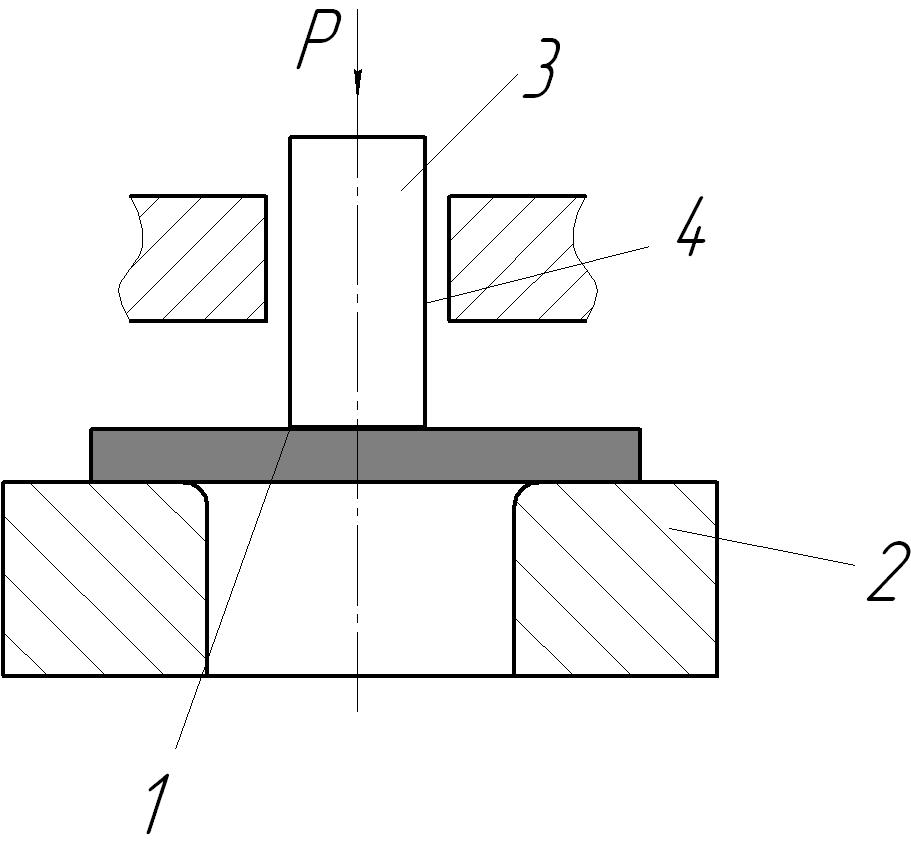
Рис. 5.14 Схема вытяжки изделия
Вырубленную заготовку 1 выкладывают на плоскость матрицы 2. Пуансон 3 давит на центральную часть заготовки и смещает ее в отверстие матрицы, образуя стенки изделия. Для предотвращения коробления фланца применяют прижим 4. Для уменьшения трения заготовку смазывают. Если изделие имеет большую глубину, то вытяжку проводят в несколько переходов, но после каждого перехода осуществляют отжиг. Вытяжку можно производить и с уменьшением стенок в 1,5 - 2 раза.
Оборудование - кривошипные и гидравлические прессы.
Операция «отбортовка» - образование борта вокруг пробитого отверстия с увеличением его диаметра (рис. 5.15, а).
Операция «формовка» обеспечивает местное изменение формы заготовки. Формовкой получают местные выступы, ребра жесткости (рис. 5.15, б).
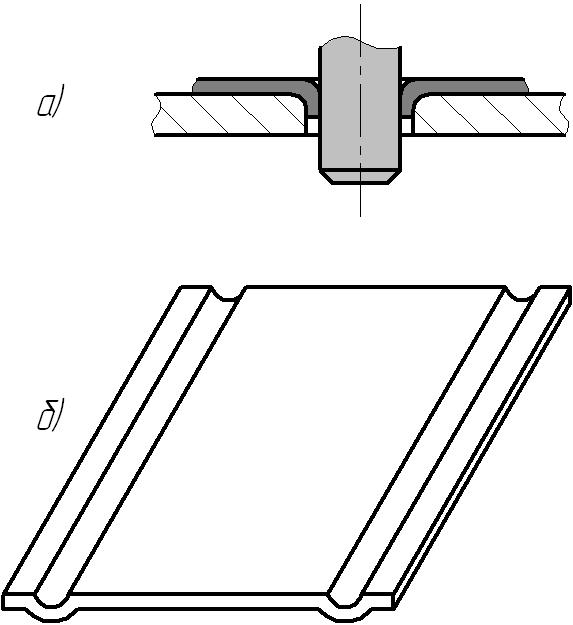
Рис. 5.15 Отбортовка (а) и формовка (б) изделий
При листовой штамповке из листа толщиной свыше 20 мм металл разогревают до температуры 1100...1200°С. Для стальных заготовок такой метод прессования называют горячей листовой штамповкой.
Достоинства такого вида штамповки:
1) высокая производительность;
2) малые усилия при штамповке;
3) несложная оснастка.
Недостаток - невозможность изготовления деталей сложной формы. В этом случае требуется применение сварки или пайки.