

6 Сварка и пайка
Сварные соединения.
Сваркой называют процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном (или общем) нагреве или пластическом деформировании, или же совместном действии того и другого.
Обеспечить межатомные связи между двумя поверхностями, можно только сблизив их на тысячные доли микрометра. Такому сближению препятствует шероховатость и наличие на поверхностях окисных пленок и абсорбированных газов.
Устранить эти препятствия можно расплавлением свариваемых материалов в зоне контакта или созданием высокого давления между ними. Эти процессы осуществляют при сварке плавлением или сварке давлением.
При сварке плавлением специальный источник тепла расплавляет металл в зоне стыка. Кроме того, одновременно может расплавляться и вводимый извне дополнительный металл. Расплавленный металл образует сварочную ванну. По мере перемещения источника тепла вдоль стыка, ванна затвердевает, образуя шов.
6.1 Электродуговая сварка.
Изобретена в России в 1888 г. Николаем Гавриловичем Славяновым (1854-1897) и в 1891 г. Николаем Николаевичем Бенардосом (1842-1905).
Источником тепла является дуга между свариваемой заготовкой, подключенной к одному из полюсов источника тока и специальным стержнем - электродом, подключаемым к другому полюсу.
Электрод может быть неплавящимся (графитовым, вольфрамовым) или плавящимся - металлическим.
Дуга представляет собой стабильный поток ионизированных частиц (электрический разряд). Дуга возникает при приложении напряжения к электроду и заготовке способного для ионизации газа между ними.
Температура дуги - 6000...30000°С.
Для предохранения расплавленного металла от взаимодействия с азотом и кислородом воздуха металлический электрод покрывают специальными веществами, которые, расплавляясь, образуют защитную шлаковую пленку, С этой же целью зону сварки покрывают специальным шлакообразующим порошком - флюсом.
Первоначально дуговая сварка применялась как ручной процесс, который и сейчас широко используется при ремонтных и монтажных работах.
Но все большее применение находит автоматическая дуговая сварка.
При ручной сварке электроды представляют проволочные стержни диаметром 2...6 мм с нанесенными покрытиями.
При автоматической сварке используется проволока диаметром 0,2...6 мм. При толщине деталей до 6 мм заготовки устанавливаются с зазором. При толщине металла свыше 6 мм применяют одностороннюю или двухстороннюю разделку кромок.
6.1.1 Автоматическая сварка под флюсом.
Автоматическая сварка ведется при помощи специального устройства - сварочного трактора.
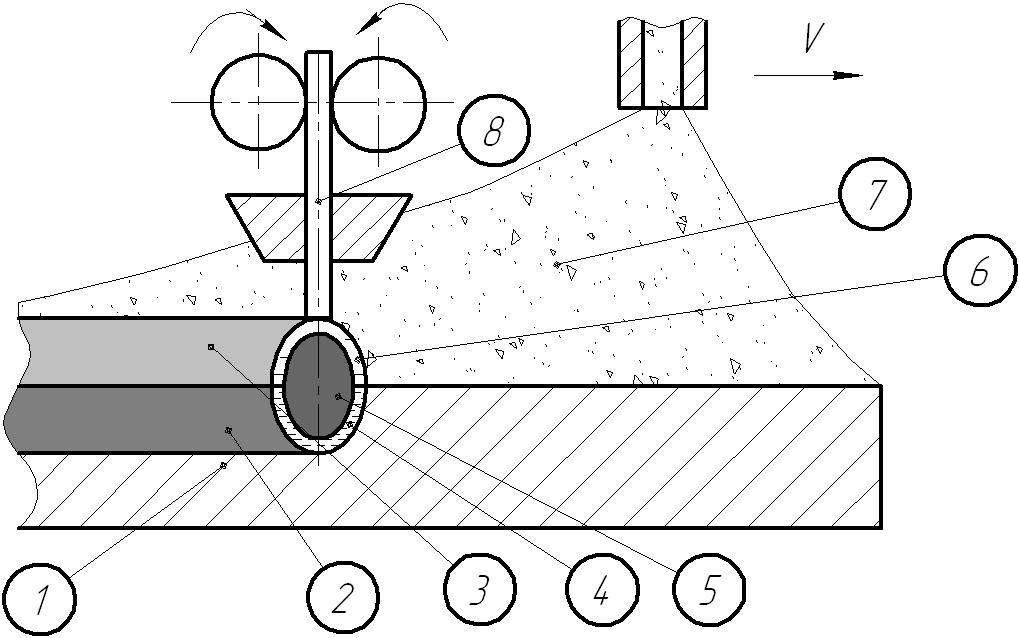 Рис.
6.1. Схема сварки на сварочном тракторе
Рис.
6.1. Схема сварки на сварочном тракторе
На нем установлен механизм подачи электродной проволоки 8 и устройство для непрерывной подачи в зону сварки флюса 7. Дуга 5 горит между электродом 8 и заготовкой 1. Над сварочной ванной 4 из расплавленного металла образуется шлаковая ванна 6 из расплавленного шлака. По мере продвижения трактора в направлении скорости, происходит затвердевание металлической и шлаковой ванн с образованием сварного шва 2, покрытого твердой шлаковой коркой 3.
Преимущества автоматической сварки перед ручной:
1) повышение производительности в 5-10 раз за счет использования больших сварочных токов (до 2000 А), высокой скорости перемещения электрода, непрерывного процесса;
2) повышением качества шва за счет изоляции сварочной ванны от атмосферы, устойчивого горения дуги, проволоки, медленного остывания шва под флюсом и шлаковой коркой;
3) уменьшение расхода электродов за счет отсутствия огарков и разбрызгивания металла;
4) улучшение условий труда - отсутствие излучения, вследствие чего отпадает необходимость в защите глаз сварщика от действия дуги.