

5.8 Специальные виды штамповок.
5.8.1 Штамповка взрывом.
Сущность метода состоит в деформации листовой заготовки путем взрывной волны в жидкости или газе, в результате чего она принимает форму матрицы.
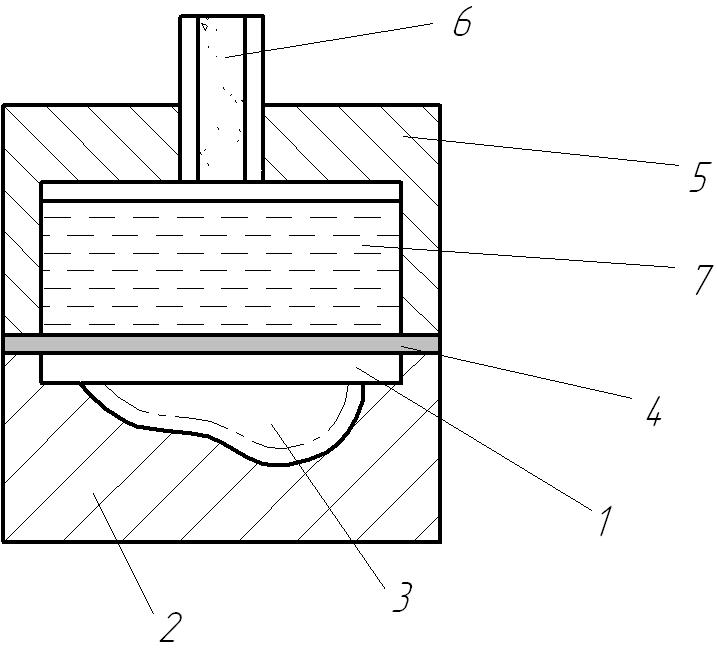
Рис. 5.16 Схема штамповки взрывом
Листовую заготовку 1 устанавливают на матрицу 2 с полостью 3 через резиновую диафрагму 4. Накрывают крышкой 5 с пороховым зарядом 6. Крышку заполняют водой 7 и взрывают заряд. Ударная волна деформирует заготовку соответственно форме матрицы.
Основные достоинства метода: не требуется использования сложного пуансона и сложного оборудования.
Недостаток - относительно низкая производительность и высокая опасность при работе.
5.8.2 Раскатка.
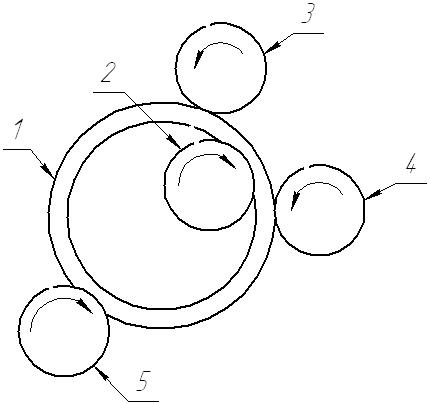
Рис. 5.17 Схема раскатки
Сущность метода в увеличении диаметра кольцевой заготовки за счет утонения ее стенок путем деформации между вращающимися валами. Заготовку 1 надевают на валок 2. Затем подводят вращающийся валок 3, который заставляет вращаться заготовку 1 и валок 2. При сближении валков 2 и 3 толщина заготовки 1 уменьшается, а диаметр увеличивается. Валик 4 обеспечивает правильность формы кольца. При касании кольцом контурного ролика 5 раскатка прекращается.
5.8.3 Накатка.

Рис. 5.18. Схема накатки
Сущность метода в образовании фасонной поверхности цилиндрических деталей, путем деформирования поверхностного слоя металла вращающимся фасонным инструментом.
Пример получения зубчатого колеса.
Заготовку 1 нагревают ТВЧ. Гладкий валок 3 вращается и перемещается в радиальном направлении на заготовку, подавая ее на зубчатый валок инструмента 2. В результате чего на деформируемом поверхностном слое материала заготовки образуются зубья.
Валок 3 прикатывает зубья заготовки 1 по наружной поверхности. Обработку длинных деталей производят поперечно винтовой накаткой (по аналогии с прокаткой) Применяется для изготовления резьбовых поверхностей, шлицевых валов, мелкомодульных колес.
5.8.4 Штамповка на ковочных вальцах.
Процесс близок к прокатке. На валках закрепляют секторные штампы.
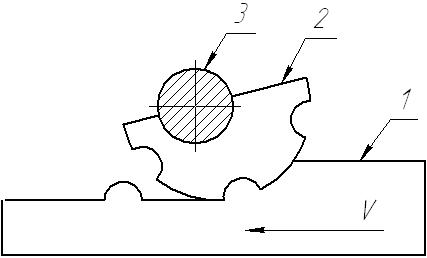
Рис. 5.19 Схема штамповки на ковочных вальцах
Нагретую заготовку 1 подают до упора в тот момент, когда секторные штампы 2 расходятся. При повороте волков 3 происходит захват заготовки и формирование ее по форме ручья штампа. Применяется для изготовления длинных нецилиндрических деталей (звенья цепи).
5.8.5 Поперечно - клиновая прокатка.
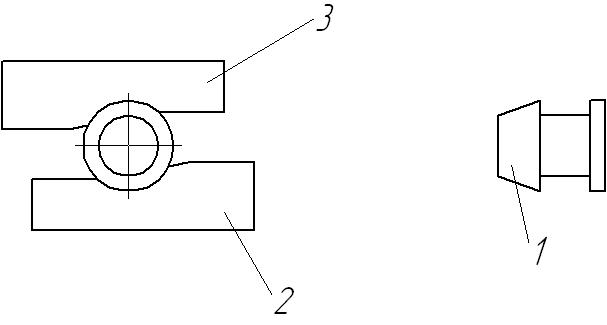
Рис. 5.20 Схема поперечно-клиновой прокатки
Сущность метода в образовании фасонной поверхности тел вращения путем деформирования их между фасонными клиньями. Заготовку 1 помещают между неподвижными 2 и подвижными 3 клиньями, рабочие поверхности которой имеют профиль будущей детали. При перемещении подвижного клина происходит деформация поверхностного слоя металла заготовки и она приобретает профиль рабочей поверхности клиньев.
Применяется для изготовления ступенчатых валиков, для накатывания резьбовых поверхностей, шлицев, зубьев и т.п.
Достоинство - высокая производительность.
Недостаток - необходимость в дорогостоящем оборудовании и специальных инструментах.
Метод применяется в крупносерийном и массовом типах производства.