

6.1.2 Дуговая сварка в среде защитных газов.
Контакт сварочной ванны с атмосферой воздуха можно предотвратить путем применения защитных газов - инертных (аргон, гелий) и активных (углекислый газ, азот, водород).
Рис. 6.2. Схема сварки в среде защитных газов
Аргонодуговая сварка выполняется как плавящимися, так и неплавящимися электродами.
При сварке неплавящимися электродами, например вольфрамовым (ТПЛ = 3370°C) электродом 1 в зону горения дуги 3 подают аргон 2, присадочную проволоку 4. Сварку плавящимся электродами выполняют без присадочной проволоки.
Сварка в углекислом газе выполняется только плавящимися электродами.
Достоинства:
1) надежная защита от атмосферы воздуха, отсутствие на поверхности шва окислов и шлаковых включений;
2) возможность выполнения вертикальных швов;
3) возможность наблюдения за формированием шва и его регулирование;
4) отсутствие флюсовой пыли;
Недостатки:
1) разбрызгивание металла;
2) неудобство применения на открытом воздухе из-за ветра;
3) ухудшение условий труда, требуется защита глаз от действия света дуги.
Области применения - все отрасли машиностроения.
Тип производства - серийное и массовое.
6.2 Плазменная сварка.
Плазменная сварка - это сварка при помощи сжатой дуги. В плазменной горелке дуговой разряд возникает между вольфрамовым электродом 1 и медным соплом 2, через которое пропускают газ (аргон, углекислый газ). Сопло имеет отверстие для выхода из камеры плазменной струи, представляющей собой поток ионизированных частиц с t = 10... 18 тыс. °C. Газ сжимает столб дуги, плотность в ней повышается. Способ применяют для сварки высоколегированных сталей, сплавов на основе титана, молибдена, вольфрама.
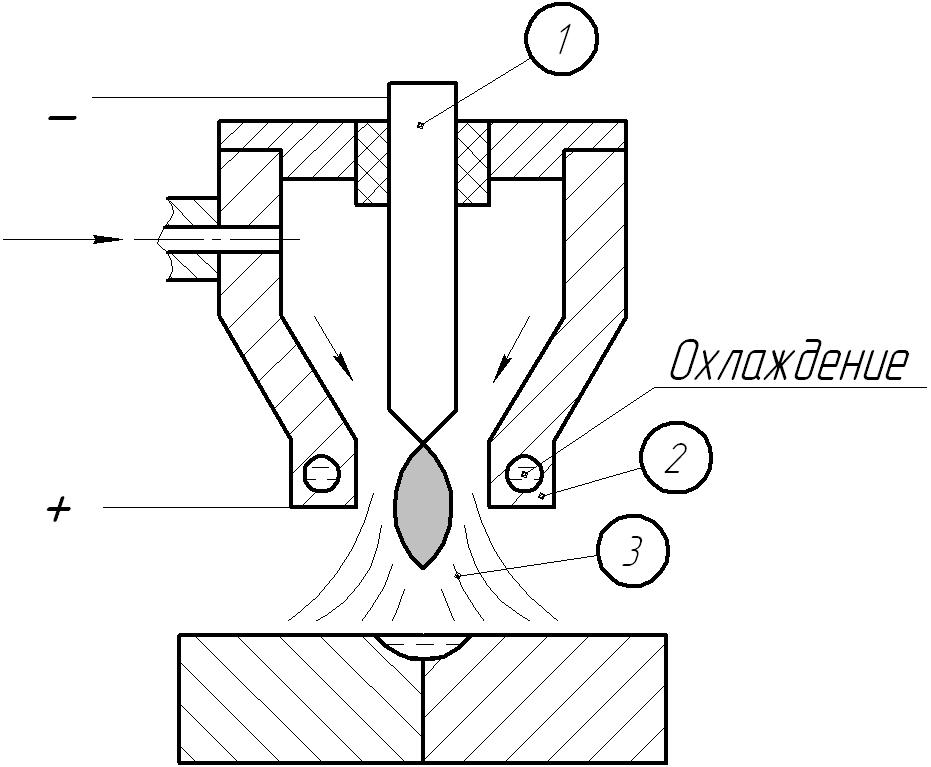
Рис. 6.3 Схема работы плазменной горелки
Плазменная сварка применяется для резки металла. Такие как медь, алюминий и некоторые другие другими способами резать трудно.
С помощью плазменной струи можно наплавлять тугоплавкие металлы на поверхности заготовок.
Достоинство: большие технологические возможности вследствие высокой температуры, например резка меди и алюминия, наплавка тугоплавких материалов.
Недостатки:
1) невозможность выполнения вертикальных швов;
2) сложность и громоздкость оборудования;
3) необходимость тщательного подогрева кромок и повышение точности сборки изделий под сварку;
4) трудность наблюдения и контроля процесса сварки.
Область применения - все типы производства.
Назначение - в основном малоуглеродистые стали толщиной 3...100 мм.
6.3 Электрошлаковая сварка.
При электрошлаковой сварке крупных заготовок 1 используется тепло, выделяемое при прохождении тока через расплавленный шлак. Это тепло расплавляет кромки заготовок и дополнительный металл (проволоку, стержень, пластину) 5, подаваемые в зону сварки. По мере продвижения сварочной ванны 4 и охлаждения ползунов 3 металл кристаллизуется, образуя шов 6.
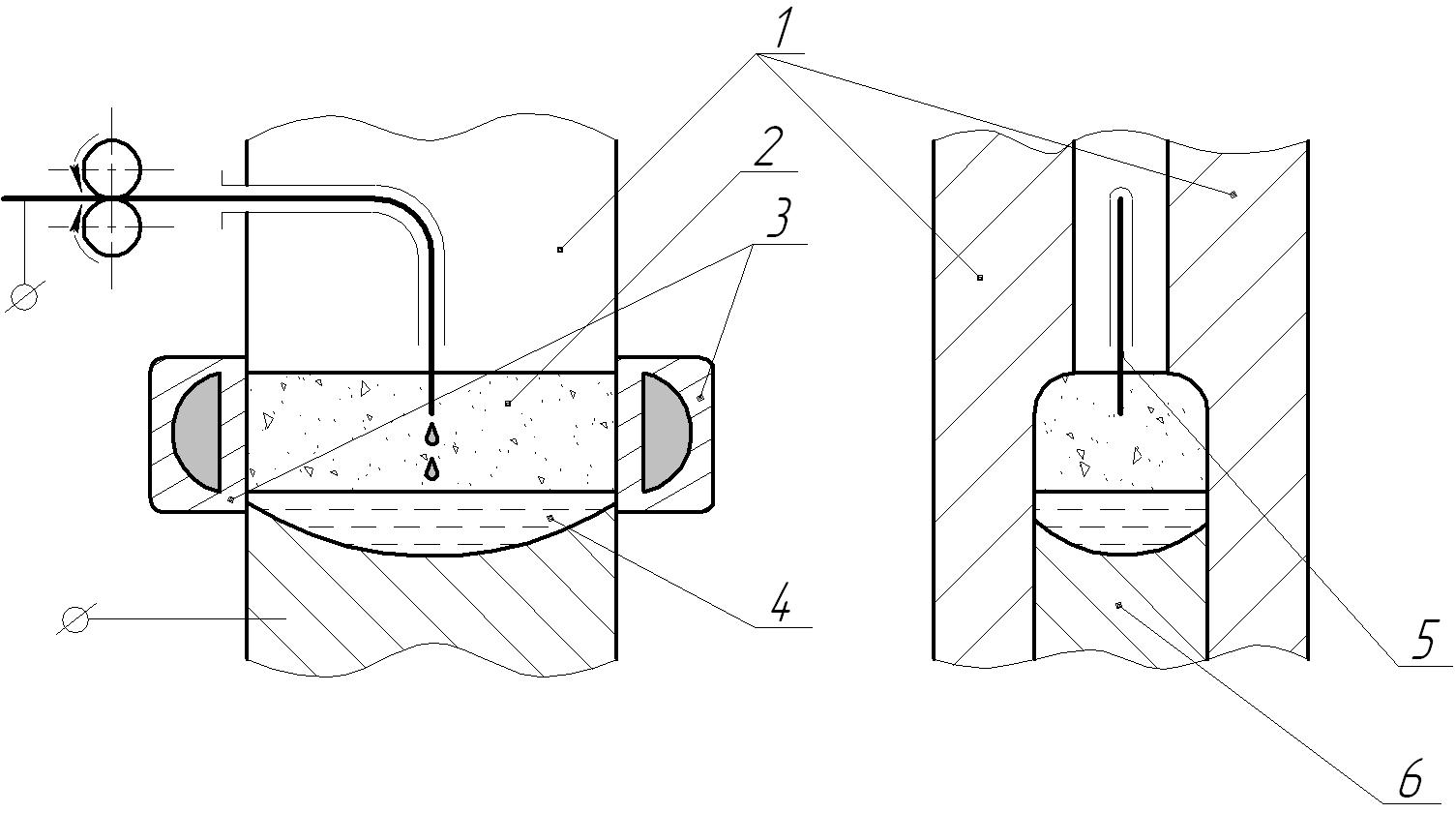
Рис. 6.4 Схема электрошлаковой сварки
В отличие от дуги шлаковая ванна является равнораспределенным источником тепла. Металл расплавляется одновременно по всему сечению шлаковой ванны, что позволяет вести сварку заготовок практически любой толщины за один проход. Структура шва более равномерная, чем при дуговой сварке.
Электрошлаковую сварку применяют для изготовления тяжелых станин станков и прессов, коленчатых валов для судов, для изготовления котлов высокого давления. Толщина свариваемых заготовок до 2 м.
Достоинства:
1) возможность сварки изделий большой толщины;
2) высокая производительность (в 5 раз выше автоматической сварки под флюсом);
3) малый расход флюса (в 10...20 раз меньше чем при автоматической сварке под флюсом);
4) низкая энергоемкость (в 2 раза меньше чем при автоматической сварке под флюсом);
5) отсутствие подогрева кромок заготовок под сварку;
Недостаток: литая структура шва с крупным зерном вследствие медленного нагрева и охлаждения. Для измельчения зерна нужен отжиг.