

6.5.3 Холодная сварка.
Холодная сварка - это сварка давлением при значительных пластических деформациях без внешнего нагрева соединяемых поверхностей.
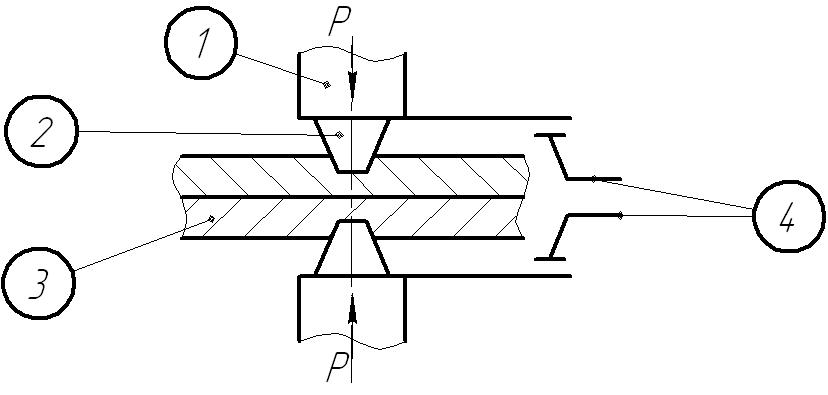
Рис. 6.10 Схема холодной сварки
Давлением обеспечивается сближение свариваемых поверхностей до образования межатомных связей между ними за счет пластической деформации, разрушения окисных пленок в зоне контакта механическим путем и образования чистых поверхностей, способных к схватыванию.
При точечной сварке заготовки 3 с тщательно очищенными поверхностями помещают между пуансонами 1, имеющими выступ 2. При сжатии пуансонов, выступы вдавливаются в металл, пока поверхности 4 пуансонов не упрутся в заготовку. При роликовой сварке сдавливание обеспечивается парой роликов. Шов получается непрерывный.
Холодной сваркой соединяют пластичные металлы толщиной от 0,2 до 15 мм. Хорошо сваривается таким способом алюминий, цинк, медь, никель.
Достоинства:
1) малый расход энергии;
2) отсутствие температурных деформаций;
6.5.4 Диффузионная сварка.
Диффузионная сварка - это сварка давлением, осуществляемая за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации. Основные параметры диффузионной сварки - температура нагрева, среда, в которой проводят сварку.
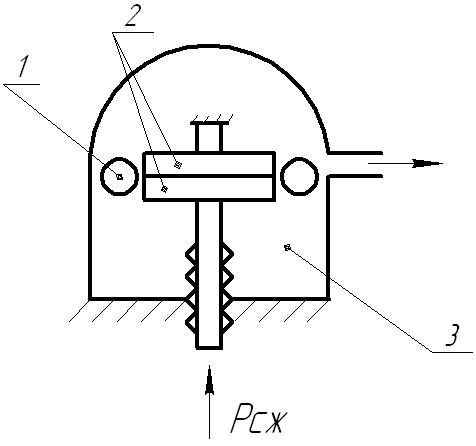
Рис. 6.11 Схема диффузионной сварки
1-источник тепла, 2- заготовки, 3- внутреннее вакуумное пространство.
Нагрев осуществляется преимущественно индукционными токами, можно использовать и другие источники нагрева: обычные сопротивления, электрический ток, электрический луч и др. Далее детали сдавливаются в течение 6...20 мин.
Диффузионной сваркой соединяют как однородные, так и разнородные металлы и сплавы.
6.5.5 Сварка трением.
Сварка трением - это сварка давлением, при которой нагрев осуществляется за счет трения свариваемых поверхностей. Трение и сжатие разрушают окисные пленки и обеспечивают межатомные связи между свариваемыми поверхностями. Сваркой трением можно соединять как однородные, так и разнородные металлы. Например, сваривать конструкционную и инструментальную стали в сверлах и развертках и т.п.
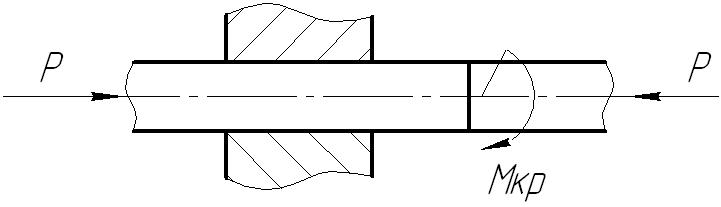
Рис. 6.12 Схема сварки трением
6.5.6 Сварка взрывом.
Сварка взрывом - это сварка, в которой соединение образуется за счет совместной пластической деформации в результате вызванного взрывом соударения быстродвижущихся частей детали.
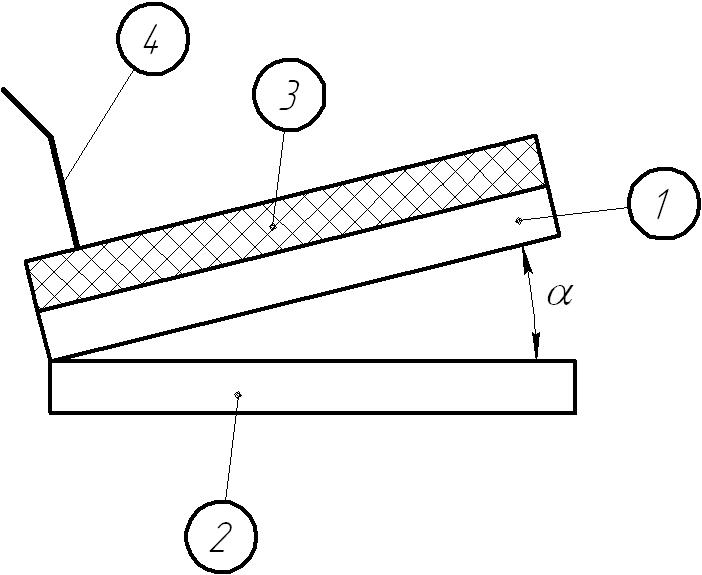
Рис. 6.13. Сварка взрывом
Верхнюю заготовку 1 устанавливают под некоторым углом альфа к нижней заготовке 2. На верхнюю заготовку укладывают заряд 3 с детонатором заряда 4, по которому распределяется фронт детонационной волны со скоростью детонации (Д) =2000-8000 м/с, (детонация - это процесс разложения взрывчатого вещества с выделением газов и тепла).
При детонации разряда получается очень прочное соединение. Сварка взрывом используется для получения биметаллических пластин, для плакирования поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, при сварке заготовок из разнородных материалов.