

3.2 Производство стали
Сталь – это железоуглеродистый сплав, где углерода содержится до 2%.
3.2.1 Конвертерный способ производства стали
В отличие от чугунов, стали обладают хорошими пластическими свойствами, хорошо обрабатываются давлением, свариваются и имеют высокие прочностные свойства.
В основном стали производят переработкой предельных чугунов, в результате удаления из них лишнего углерода и других элементов до нужного объема. Одним из способов такой переработки, является выплавка стали в конвертерных печах (конвертерах).
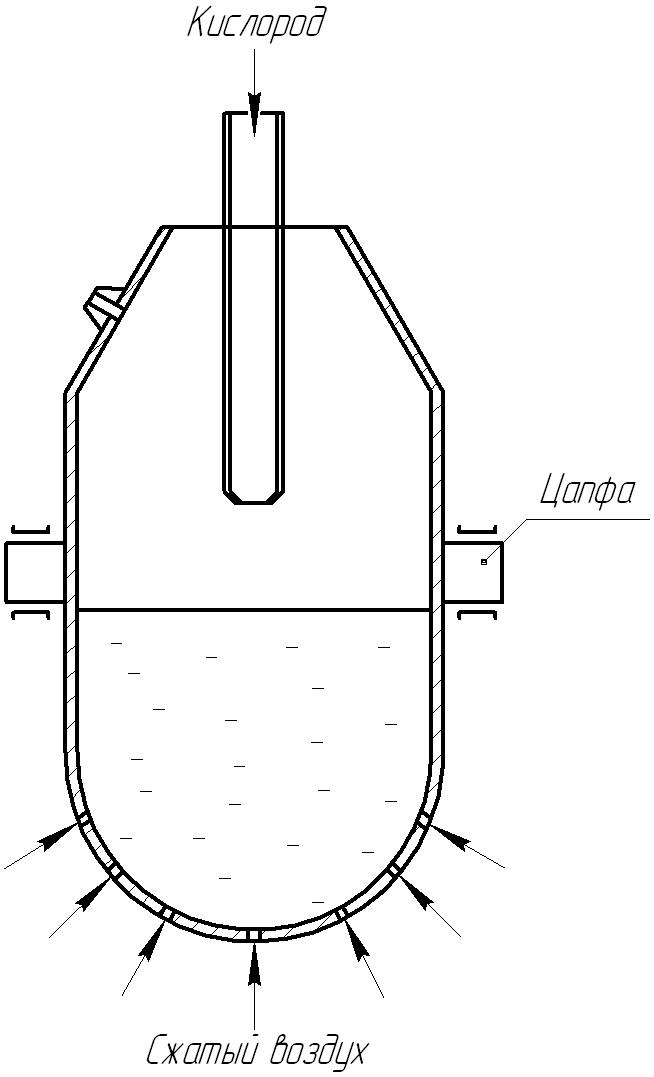 Рис.
3.2 Схема конвертерной печи
Рис.
3.2 Схема конвертерной печи
Конвертер представляет собой грушевидную емкость, которая может поворачиваться в цапфах вокруг горизонтальной оси. Корпус изготовлен из стали толщиной примерно 30 мм, с огнеупорным кирпичом, выложенным на внутренней поверхности. Поворот корпуса вокруг оси цапф осуществляется от электро- или гидропривода посредством реечной передачи.
В фурмы (в днище конвертора) подается сжатый воздух. В верхней части корпуса расположена горловина для заливки жидкого чугуна и слива готовой стали.
Воздух, проходящий через жидкий чугун, вносит кислород, окисляющий железо и другие примеси, находящиеся в чугуне.
Существуют 2 способа производства стали: бессемеровский и томасовский.
При первом способе конвертер футеруют кислым огнеупорным материалом (динасовый кирпич), который разъедается основными шлаками.
Поэтому при таком способе перерабатывают кремнистые чугуны, дающие кислый шлак.
Для переработки чугунов с повышенным содержанием фосфора, используют томасовский способ.
В конвертер перед заливкой чугуна вводят флюс – известь, что переводит в шлак окись фосфора (Р2О5). Однако чтобы динасовая футеровка не разъедалась известью, футеровка делается из основных огнеупорных материалов доломита или хромомагнезита.
При бессемеровском процессе наблюдается 3 периода работы конвертера.
Первый период (шлакообразование – 3 – 6 минут) окисляется кремний, марганец, железо. Температура повышается до 1750°С.
2Fe+ О2 → 2 Fe2O,
2Р + 3СаО+ 3 Fe O = Fe2O5 ∙ 3 СаО + 5Fe t→ до 1600…1750°С.
удаляется
Второй период – кипение. Он начинается после того, как из чугуна выгорит почти весь кремний и марганец, происходит интенсивное окисление углерода (8 – 12 минут).
Сгорают примеси, которые при продувке воздуха через днище могут гореть в кислороде (над конвертером возникает белое пламя, что сопровождается сильным шумом).
Третий период – раскисление. Вводится для уменьшения кислорода в металле, раскислителями являются Mn, Si, Al.
2FeО + Si = Si О2 + 2Fe.
Обогащение дутья кислородом, который подводят сверху, позволяет ускорить процесс получения стали, она получается более высокого качества.
К тому же если кислород подводится сверху, он способствует сгоранию окиси углерода и тепловыделению.
Общая продолжительность бессемеровского процесса 15…20 минут, (продувка длиться 10…12 минут).
Достоинства:
высокая производительность;
простота устройства;
отсутствие топлива.
Недостатки:
низкое качество стали;
не используется металлолом.