

Техпроцессы в машиностроении_лек
.pdfОтказаться от операции выплавления модели из формы (как в литье по выплавляемым моделям). Расплавленный металл заливается в форму и выжи-
гает (испаряет) модель, т.е. модель, замещается расплавленным металлом.
Для удаления выделяющихся газов форму вакуумируют (разрежение до
50 кПа). Замещение модели расплавленным металлом позволяет получать высокоточные отливки
Область применения ЛВМ – получение отливок массой от0,1 до 2000
кг и габаритными размерами от 40 до 1000 мм.
Литье в оболочковые формы
Способ литья в оболочковые формы основан на использовании в соста-
ве формовочных смесей специальных связующих (термореактивных смол),
способных при нагреве до определенной температуры размягчаться, стано-
виться вязкими, а при дальнейшем повышении температуры необратимо за-
твердевать, образуя с песком прочную оболочку.
Для получения оболочковых форм используются специальные формо-
вочные смеси, состоящие из сухого кварцевого песка и термореактивной смолы: сухого пылевидного связующего – фенолформальдегидной смолы
(пульвербакелит). Способы изготовления оболочковых форм многообразны,
но наиболее распространенный из них - свободной засыпной смеси на по-
верхность модели (рис. 2.31).
Модельную плиту 1 с моделью 2, нагретую до температуры 200 …250°
С, покрывают разделительным слоем для устранения прилипания оболочки к модели. Нагретой плитой накрывают поворотный бункер 3 с формовочной смесью 4, состоящей из сухого кварцевого песка и порошка термореактивной смолы (3 … 9 %). При повороте бункера на 180° С формовочная смесь со-
прикасается с горячей плитой, в результате чего смола, находящаяся в слое смеси, прилегающем к нагретой плите, оплавляется и связывает частицы пес-
ка. На модели образуется полутвердая оболочка 5 толщиной 5 … 15 мм
(толщина оболочки зависит от времени контакта нагретой плиты с формо-
274

вочной смесью). Бункер переворачивают в исходное положение, а плиту вме-
сте с оболочкой снимают с бункера и помещают на 2 … 3 мин в печь, где при температуре 280 … 350° С происходит окончательное затвердевание оболоч-
ки. Модельную плиту вместе с оболочкой извлекают из печи, оболочку сни-
мают с плиты с помощью толкателей, расположенных на модельной плите
(рис. 2.31, в). Получившаяся оболочкаэто половина литейной формы. С по-
мощью второй модельной плиты получают другую половину формы. Полу-
формы собирают, устанавливая в них при необходимости стержни. Получен-
ную форму заливают расплавленным металлом. После заливки металла и за-
твердевания отливки оболочковая форма легко разрушается.
Рис. 2.31. Принципиальная схема изготовления оболоч-
ковых форм:
а – бункер с формовочной смесью, накрытый нагретой модельной плитой; б – полу-
чение оболочки; в – съем оболочки; г – форма, подго-
товленная к заливке; д – от-
ливка; 1 – модельная плита;
2 - модель; 3 – поворотный бункер; 4 – формовочная смесь; 5 – оболочка; 6 – по-
луформа; 7 – наполнитель; 8
– стержень; 9 – форма в сбо-
ре.
Основными преимуществами литья в оболочковые формы по сравне-
нию с литьем в песчаные формы являются: более высокая точность размеров и качество поверхности отливок, высокая газопроницаемость форм, умень-
275
шение брака отливок по горячим трещинам, уменьшение трудоемкости изго-
товления форм.
К недостаткам метода следует отнести применение дорогостоящих ма-
териалов, ограниченность размеров и массы отливок, трудность регенерации песка, большое выделение токсичных газов, содержащих фенол, что требует мощной вентиляции.
В оболочковых формах можно изготавливать отливки из всех литейных сплавов. Они широко используются при изготовлении мелких и средних от-
ливок из сплавов цветных металлов и ответственных чугунных отливок: реб-
ристых цилиндров (рис. 2.32), коленчатых и распределительных валов и дру-
гих деталей.
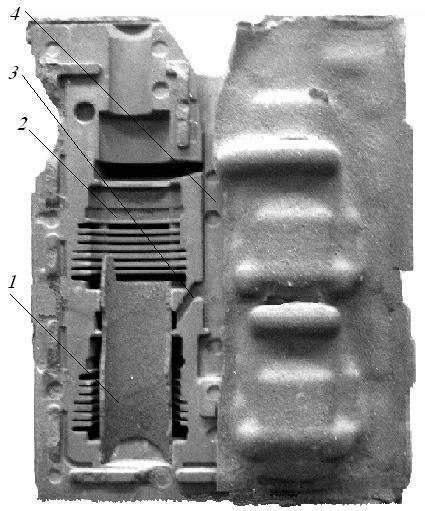
Рис. 2.32. Разрез обо-
лочковой формы для изготовления отливки гильзы цилиндра:
1 – стержень; 2 – по-
лость формы; 3 – пита-
тель; 4 – стояк.
Литье в многоразовые формы
Постоянные формы, называемые кокилями, изготавли-
вают из чугуна, стали,
а иногда из цветных сплавов. Интенсивность охлаждения отливок в этих формах в 3 … 5 раз выше, чем в песчаных. Различают два основных способа
276
заливки расплава в металлические формы: из ковша под действием силы тя-
жести, когда затвердевание металла происходит без дополнительного воздей-
ствия, и под принудительным давлением (литье под давлением, центробеж-
ное литье, метод вакуумного всасывания). Формы, в которых сплав затверде-
вает под давлением, называют пресс-формами.
Получение отливок в многоразовых (постоянных) формах, выдержи-
вающих заполнение их металлом несколько сот или тысяч раз имеет специ-
фические особенности. Постоянные формы изготавливают из металлов, ко-
торые должны выдерживать частые смены температур без разрушения коки-
ля и ухудшения внутренней поверхности формы в результате возникновения термических напряжений, которые приводят к короблению и поверхностным трещинам – сетке разгара.
Литье в кокиль Литье в кокиль - это процесс получения отливок путем свободной за-
ливки расплавленного металла под действием гравитационных сил в метал-
лические, многократно используемые литейные формы – кокили, изготавли-
ваемые из чугуна, стали, алюминиевых сплавов.
Кокили могут быть либо литыми, либо изготавливаться из поковок или проката путем механической обработки. Основной качественный показатель кокиля – его стойкость, которая зависит от ряда факторов, и в первую оче-
редь от природы металла, температуры заливки расплава и материала кокиля.
Конструкции кокилей разнообразны: неразъемные (вытряхные), разъ-
емные с вертикальной, горизонтальной и комбинированной плоскостями разъема. Они могут быть одноместными и многоместными (т.е. в одной фор-
ме одновременно получают несколько отливок).
Неразъемные кокили применяют в тех случаях, когда конфигурация отливки достаточно простая, что позволяет удалять ее вместе с литниками из полости кокиля без его разъема. При более сложных очертаниях применяют разъемные кокили, так как применение неразъемных кокилей не позволяет
277

извлечь отливку из кокиля. Внутренние полости в отливках при литье в ко-
киль получают как с помощью разовых песчаных, так и постоянных метал-
лических стержней.
Число плоскостей разъема и их расположение зависят от конфигурации литой детали и положения отливки при заливке. Для сложных отливок форма собирается из нескольких частей, каждая из которых образует часть отливки.
Рабочую поверхность кокилей для повышения его стойкости покрыва-
ют огнеупорными материалами и красками, которые периодически наносят в процессе работы кокиля.
На рис. 2.33 приведена конструкция кокиля для получения литого алюминиевого поршня.
Рабочая полость 2 соответствует внешним очертаниям поршня. Внут-
ренняя полость отливки формируется металлическим стержнем 3, 4, 5, кото-
рый для возможности извлечения его из отливки делают разъемным. Кокиль имеет вертикальный разъем и состоит из двух частей - 1, 6 и нижней плиты 8.
Литниковая система расположена в плоскости разъема.
Рис. 2.33. Принципиальная схема полу-
чения литого алюминиевого поршня в ко-
киль: 1, 6 – половинки кокиля; 2 – внутренняя полость кокиля; 3, 4, 5 – металлический разъ-
емный стержень; 7 – боковой стержень; 8 –
нижняя плита.
Технология литья в кокиль имеет ряд особенностей. Формирование отливки происходит в условиях интенсивного отвода тепла от отливки к металлическому кокилю. При быстром затвердева-
нии измельчается структура металла, что приводит к получению отливок с повышенными механическими свойствами. Высокая скорость охлаждения
278
металла приводит к снижению его жидкотекучести и к сложности или невоз-
можности получения отливок с тонкими стенками.
Кокиль практически не податлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из кокиля, и может привести к короблению и трещинах в отливке.
Кокили практически газонепроницаемы, поэтому газы удаляются через выпор и газовые каналы, выполняемые по линии разъема кокиля. Газовые каналы обычно делают глубиной 0,2 … 0,5 мм, что исключает вытекание че-
рез них жидкого металла.
Механизировать и автоматизировать технологический процесс кокиль-
ного литья легче, чем процесс литья в песчаные формы. В массовом и серий-
ном производстве для получения отливок применяют кокильные машины,
конструкция которых определяется характером литья, размерами и степенью сложности получаемых отливок.
Литье в кокиль по сравнению с литьем в песчаные формы имеет ряд преимуществ: повышенные механические свойства, более высокие точность размеров и качество поверхности, улучшенные технико-экономические пока-
затели.
Основными недостатками литья в кокиль являются трудность получе-
ния отливок сложной конфигурации, пониженная заполняемость формы ме-
таллом, возможность получения отбела в отливках из чугуна и т.д.
Высокая производительность процесса и высокая стоимость кокилей, а
иногда и необходимость термической обработки отливок делают этот про-
цесс экономически выгодным только при большом выпуске изделий в серий-
ном и массовом производстве. Литьем в кокиль получают отливки массой от нескольких килограммом до нескольких тонн. Наибольшее распространение получило литье в кокиль алюминиевых и магниевых сплавов, обладающих сравнительно невысокой температурой плавления и хорошими технологиче-
скими свойствами.
279
Необходимость регулирования теплового режима взаимодействия от-
ливки и кокиля, защиты кокиля от воздействия высоких температур при по-
лучении чугунных и стальных отливок привели к созданию и использованию облицованных кокилей. На внутреннюю поверхность кокиля по специальной технологии наносят достаточно толстый (4…6 мм), соизмеримый с толщиной стенки отливки, слой огнеупорных материалов (облицовку). Благодаря этому слою резко понижается скорость охлаждения отливки, что гарантированно предотвращает образование отбела в отливках из чугуна и решает проблему стойкости кокиля при изготовлении отливок из черных сплавов.
Литье под давлением
Способ литья под давлением основан на принудительном заполнении расплавом рабочей полости металлической пресс-формы расплавом и фор-
мировании фасонных отливок под действием этих сил. В отличие от кокиля рабочие поверхности пресс-форм, контактирующие с жидким металлом, не имеют огнеупорного покрытия, что приводит к необходимости кратковре-
менного заполнения пресс-формы с использованием избыточного давления, в
сотни раз превосходящего гравитационное. Минимальные диаметры отвер-
стий в отливках выбираются в зависимости от материала и толщины стенок.
Это позволяет получать сложные по конфигурации отливки точных разме-
ров, с низкой шероховатостью поверхности и размерами, соответствующими или максимально приближенными к размерам готовой детали. Толщина стенки отливки может быть менее 1,0 мм, а масса – от нескольких граммов до десятков килограммов. Литьем под давлением можно получать отливки с армированными вставками из других материалов.
При литье под давлением металлические формы имеют более сложную конструкцию и изготавливаются более точно и тщательно, чем металличе-
ские формы, применяемые при литье в кокиль. Прессформы изготавливают из стали со стальными стержнями, применение песчаных стержней исключа-
280
ется, так как струя металла, подаваемая в форму под давлением (100 МПа и более), может разрушить песчаный стержень.
Высокая скорость подачи расплава в полость прессформы приводит к тому, что воздух и газы не успевают удалиться из полости формы, и в отлив-
ках под литейной корочкой образуется газовоздушная пористость, что ис-
ключает последующую высокотемпературную термообработку. По этой же причине снижается плотность и пластичность металла.
Литье под давлением осуществляется на специальных машинах, кото-
рые конструктивно подразделяются на машины с холодной и горячей каме-
рами прессования. Наиболее широкое распространение получили машины поршневого действия с холодной камерой прессования, которая может рас-
полагаться как горизонтально, так и вертикально. Принципиальная схема по-
лучения отливки на поршневой машине с горизонтальной камерой сжатия приведена на рис. 2.34.
Пресс–форма состоит из двух частей: подвижной 1 и неподвижной 3,
которые с большим усилием прижимают друг к другу (запирающее усилие).
Для удобства извлечения стержни обычно располагаются в подвижной поло-
вине. Жидкий металл заливают в камеру прессования 4, который при пере-
мещении поршня 5 запрессовывается в полость пресс-формы 7. После за-
твердевания металла пресс-форма раскрывается, толкатели 6 удаляют отлив-
ку, а прессующий поршень возвращается в исходное положение и процесс повторяется.
Рис. 2.34. Схема литья под давле-
нием:
1 - подвижная половина пресс-
формы; 2 - стержень; 3 – непод-
вижная половина пресс–формы; 4
– камера сжатия; 5 - поршень; 6 -
выталкиватель; 7 – полость пресс-
формы.
281
Основные достоинства литья под давлением – высокие точность и ка-
чество поверхности получаемых отливок, возможность получения тонко-
стенных отливок и высокая производительность процесса литья, а основные недостатки – газовая пористость отливок, ограниченные габаритные разме-
ры, низкая стойкость пресс-форм при повышении температуры заливки.
Производство фасонных отливок литьем под давлением вызвано боль-
шим спросом на изделия из легких и цинковых сплавов, поскольку этот спо-
соб высокопроизводителен, что особенно ценно при массовом производстве.
Этим способом отливают также детали из магниевых и медных сплавов, но в меньших количествах. Литье под давлением применяется для получения точ-
ных тонкостенных отливок из цветных сплавов в точном приборостроении, в
электротехнической и автомобильной промышленности (блоки цилиндров,
корпуса карбюраторов, крышки генераторов, барабаны стеклоподъемников,
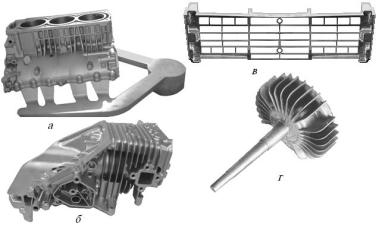
картеры корпусов водяного и масляного насосов, решетки и другие детали – рис. 2.35).
Литье под низким давлением применяют для получения тонкостенных корпусных заготовок из легкоплавких сплавов. Сущность процесса литья под низким давлением состоит в использовании для заполнения формы и кри-
сталлизации расплава разницы давления газа, действующего на жидкий ме-
талл, и давления газа в полости формы
Рис. 2.35. Автомо-
бильные детали, полученные литьем под давлением:
а, б – блоки цилинд-
ров; в – решетка радиатора; г
– крыльчатка насоса.
282

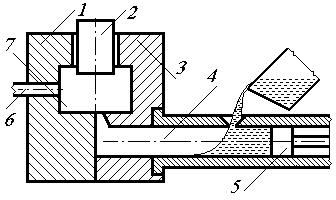
Расплавленный металл 1 (рис. 2.36) инертным газом выжимается по металлопроводу 3 в рабочую полость 4, где происходит кристаллизация в пространстве.
Литьем вакуумным всасыванием получают отливки простой формы в виде втулок, колец, заготовок зубчатых колес из цветных сплавов. На по-
верхность расплавленного металла 1 помещают плоское огнеупорное кольцо
2, на которое вертикально устанав-
ливают кристаллизатор - металли-
ческую водоохлаждаемую полую литейную форму 3 (рис. 2.37).
Рис. 2.36.Установка для литья под низким давлением:
1 – расплавленный металл; 2 – ти-
гель; 3 – металлопровод; 4 – рабо-
чая полость; 5 – форма; 6 – стер-
жень.
Рис. 2.37. Схема получения отливки ваку-
умным всасыванием:
1 – жидкий металл; 2 - огнеупорное коль-
цо; 3 – литейная форма; 4 – отливка.
Внутри формы создается разреже-
ние, и расплавленный металл втягивается внутрь холодной формы и кристаллизуется. Форму поднимают, разрежение
283