

Техпроцессы в машиностроении_лек
.pdfволокна плавно огибают выступы и впадины
волокна уплотнены к поверхности.
Макроструктура, получаемая в результате поперечно-клиновой прокат-
ки, позволяет улучшать эксплуатационные характеристики изделий. Полу-
чаемые детали отличаются высокой прочностью и износостойкостью в про-
цессе эксплуатации.
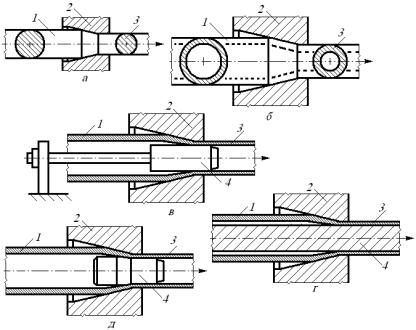
Из известных принципиальных схем ПКП наибольшее применение на-
шли плоскоклиновая (рис. 3.18, а) и валковая (рис. 3.18, б) схемы. На их ос-
нове спроектированы соответствующие виды оборудования. В процессе экс-
плуатации каждого вида определились их преимущества и недостатки, а так-
же наиболее целесообразные области использования каждой конструкции.
Плоскоклиновые станы наиболее эффективны при изготовлении боль-
шой номенклатуры высокоточных деталей сложной конфигурации с частыми переналадками.
Валковые станы целесообразно использовать при массовом производ-
стве одного - двух изделий, особенно коротких, с относительно невысокими требованиями к их точности.
Процесс поперечно-клиновой прокатки осуществляется в следующей последовательности. Исходная заготовка 5 подается в рабочую зону стана на ось прокатки и располагается поперек заходных частей инструментов. Инст-
рументам 2 - 4 сообщается встречное поступательное или вращательное дви-
жение. Заходные части (клиновые ручьи) 1, 3 обоих инструментов внедряют-
ся в заготовку с диаметрально противоположных сторон, вызывают ее вра-
щение и образование кольцевой канавки. В последующем кольцевая канавка расширяется за счет раскатывания металла наклонными гранями инструмен-
та, происходит перемещение избыточных объемов металла в осевом направ-
лении, профилирование и удлинение заготовки. В результате прокатки заго-
товка приобретает негативный профиль инструмента. На заключительной стадии прокатки осуществляют калибрование профиля и ножами 6, установ-
324
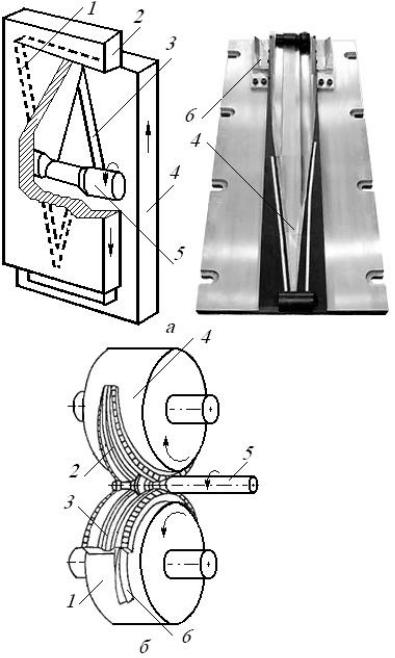
ленными по обе стороны инструментов, отрезают избытки металла от прока-
танного изделия.
Рис. 3.18. Поперечно-
клиновая прокатка:
а - плоскоклиновым инст-
рументом; б - на клиновых валках; 1, 3 – клиновые ручьи; 2, 4 – прокатные валки (плиты); 5 – заго-
товка; 6 – ножи.
Область эффектив-
ного использования ПКП
— производство ступенча-
тых изделий с различной конфигурацией ступеней и перепадами диаметров до
4 и более раз. Если в изде-
лии наибольшую площадь поперечного сечения име-
ет ступень квадратного или шестигранного профиля, то в качестве исходной заготовки используют пруток аналогичного профиля и указанная ступень при прокатке изделия со-
храняется без изменений.
Прокатка обеспечивает по сравнению со штамповкой повышение про-
изводительности в 1,5 … 2 раза, уменьшение расхода металлопроката на 10 … 30%, повышение точности, сокращение трудоемкости последующих опе-
325
раций, повышение стойкости инструмента (60 … 300 тыс. шт.) и значитель-
ное сокращение затрат на его изготовление.
В тоже время в машиностроении ПКП, несмотря на её существенные преимущества, в ряде случаев не выдерживает конкуренции с поперечно-
винтовой прокаткой. При поперечно-винтовой прокатке используется уни-
версальный инструмент, а при ПКП – только специализированный (данного типоразмера). Расходы на инструмент оправдывают себя только при крупно-
серийном и массовом производстве и ограниченной номенклатуре деталей.
Заготовки длиной более 750 ... 800 мм требуют громоздких и очень дорогих станов.
Поперечная прокатка
Процесс поперечной прокатки осуществляют на двух или трёх вра-
щающихся в одну сторону валках. Заготовка в виде прутка, трубы или штам-
пованной заготовки круглого сечения в процессе прокатки вращается в дру-
гую сторону. В машиностроении применяются две основные схемы прокат-
ки.
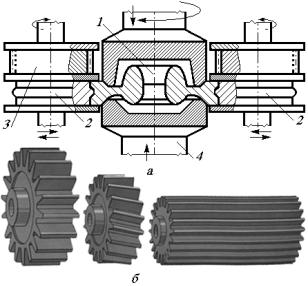
По первой схеме оси валков и заготовки параллельны, в процессе про-
катки сближаются (рис. 3.19).
Рис. 3.19. Прокатка зубьев шестерен с предварительной обкаткой поверх-
ности под зубья:
а – схема; б – продукция; 1 – штам-
пованная заготовка; 2 – валок пред-
варительного профилирования по-
верхности; 3 – зубчатый валок; 4 –
оправка.
По второй схеме прокатка осуществляется с осевой подачей заготовок в зазор между вращающимися валками (рис. 3.20). Горячей прокаткой полу-
326
чают заготовки цилиндрических шестерён с зубьями (модуль 7 ... 15 мм), а
также бочкообразные ролики подшипников и другие детали с заданным внешним и внутренним профилем. Поперечной прокаткой в калиброванных валках изготавливают зубчатые колеса, звездочки и беговые дорожки крано-
вых колес.
Применение поперечной прокатки взамен черновой механической об-
работки снижает расход металла на 10 ... 30%, в 5 … 10 раза снижает трудо-
емкость изготовления и на 20 – 25% увеличивает долговечность полученных изделий.
Рис. 3.20. Схема прокатки шестерни с осевой подачей заготовки:
– заготовка; 2 – кольцевой индуктор; 3 –
зубчатые валки; 4 - прокатываемая шестер-
ня.
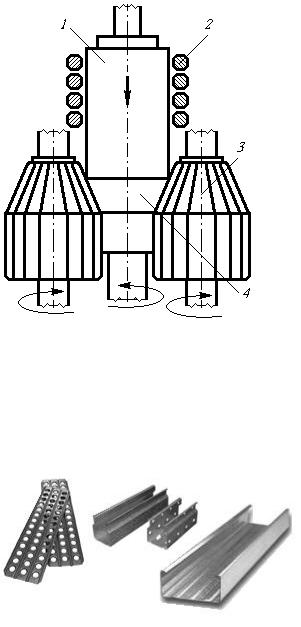
Производство гнутых профилей
Гнутые профили проката относятся к виду металлопродукции, которые изготав-
ливают методом последовательного фор-
моизменения полос и листов в валках про-
филегибочных станов. Они могут иметь поперечное сечение самой различ-
ной конфигурации замкнутой и полузамкнутой формы. Они могут иметь перфорированную поверхность, могут быть плакированы пластиками и дру-
гими покрытиями (рис. 3.21).
Рис. 3.21. Варианты гнутых профилей.
Сущность процесса состоит в том, что форму сечения ленты после-
довательно изменяют на профилегибочных станах при помощи нескольких
327
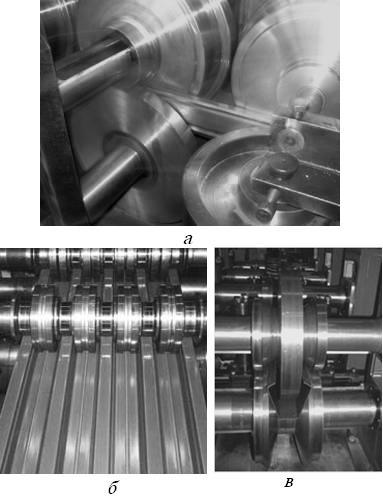
пар вращающихся фасонных валков (роликов). Процесс непрерывный, а при сварке концов рулонов ленты - бесконечный. Кроме роликов с горизонталь-
ной осью (рис. 3.22, а, б) устанавливают ролики наклонные и вертикальные
(рис. 3.22, в).
Рис. 3.22. Прокатка гнутых профилей:
а, б – на валках с горизонтальной осью; в – на валках с вертикальной осью.
Применение гнутых из плоского проката профилей позволяет эконо-
мить до 35% металла, по сравнению с профилями, полученными сортовой прокаткой, т. к. они имеют более высокую точность и низкую шероховатость.
Гнутые профили применяют в автомобильной и авиационной промыш-
ленности, а также в строительстве (профили для оконных и фонарных пере-
плётов, поручни лестниц и др.). Гнутые профили значительно дешевле прес-
сованных, но уступают им по прочности и сложности сечения. Они могут
328
быть изготовлены только из пластичных, с низким сопротивлением дефор-
мации, материалов (алюминий, низкоуглеродистая сталь и т. п.).
3.5. Прессование
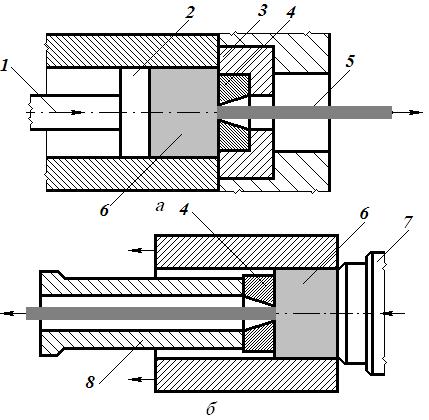
Прессование металлов - способ обработки давлением, заключающийся в выдавливании металла из замкнутой полости (контейнера) через отверстие инструмента (матрицы), форма и размеры которого определяют сечение прессуемого изделия.
Различают два основных способа прессования: прямое и обратное.
При прямом прессовании направление движения металла совпадает с направлением движения пресс-шайбы (рис. 3.23, а).
Рис. 3.23. Схемы прессования прутка:
а - прямое; б - обрат-
ное; 1 – пресс-
штемпель; 2 – пресс-
шайба; 3 – матрице-
держатель; 4 – матри-
ца; 5 – пресс-изделие;
6 – заготовка; 7 –
пробка; 8 – удлинен-
ный матрицедержа-
тель.
При прессова-
нии профиля сплошного сечения пресс-штемпель через пресс-шайбу переда-
ёт давление на заготовку, находящуюся в контейнере. При этом металл заго-
товки выдавливается в отверстие матрицы, закрепленной в матрицедержате-
ле, и образует профиль. При прессовании трубы с прямым истечением ме-
талл заготовки выдавливается в кольцевой зазор между матрицей и иглой,
329
образуя трубу заданной конфигурации. В этом случае заготовка перемещает-
ся не только относительно контейнера, но и относительно иглы.
При прямом прессовании из-за трения поверхности заготовки о стенки контейнера центральные слои металла опережают внешние. Это явление еще больше усиливается при охлаждении внешних слоев стенками контейнера.
На некотором этапе прессования по центру заготовки со стороны пресс-
шайбы образуется воронка, через которую в центральную часть изделия втя-
гиваются поверхностные, загрязненные окислами и смазкой, слои, образуя так называемую пресс-утяжину. Наличие пресс-утяжины в изделии недопус-
тимо. Поэтому прессование на этой стадии прекращают, годное изделие от-
деляют, а оставшийся в контейнере металл (пресс-остаток) направляется в переплавку.
Неравномерность деформации приводит к различию структуры и свойств по сечению изделия; особенно это заметно при прессовании прутков большого диаметра.
При обратном прессовании (рис. 3.23, б) металл течёт навстречу дви-
жению матрицы, которая выполняет функции пресс-шайбы.
При прессовании силовое воздействие на заготовку осуществляется че-
рез контейнер, получающий движение через укороченный пресс-штемпель -
пробку, запирающую контейнер. С другой стороны контейнер запирается уд-
линённым матрицедержателем, в котором закреплена матрица. При переме-
щении контейнера вместе с ним перемещается заготовка, и металл выдавли-
вается в канал матрицы, образуя профиль.
При обратном прессовании трение металла о поверхность контейнера отсутствует, вследствие чего неравномерность структуры и свойств по сече-
нию изделия значительно меньше, уменьшается и величина пресс-остатка.
Кроме того, при обратном прессовании значительно меньше усилия (на 25 – 30 %), требуемые для деформирования металла, благодаря чему возможно снижение температуры нагрева заготовок и повышение скорости процесса.
330
Вместе с тем конструкция инструмента при обратном прессовании сложнее,
чем при прямом.
Существуют и другие способы прессования: труб из сплошной заго-
товки с предварительной прошивкой её иглой; сплошных и полых профилей плавно-переменного или ступенчато-переменного сечения; широких ребри-
стых листов (панелей) из плоского (щелевого) контейнера и т.д. Промыш-
ленное применение находит также гидростатическое прессование металла
(гидроэкструзия), при котором давление на заготовку передаётся через жид-
кость. При этом способе силовое поле создаётся жидкостью высокого давле-
ния, подаваемой в контейнер от внешнего источника, или давлением на жид-
кость уплотнённого пресс-штемпеля.
Прессование металлов осуществляется как с предварительным нагре-
вом заготовки и инструмента, так и без нагрева. Холодное прессование (т. е.
без нагрева) используют при обработке легкодеформируемых металлов (оло-
ва, свинца, чистого алюминия). Холодное гидростатическое прессование,
вследствие весьма высоких давлений и отсутствия трения заготовки о по-
верхность контейнера, позволяет обрабатывать и более труднодеформируе-
мые металлы и сплавы (дюралюмины, медные сплавы, стали). Горячим прес-
сованием получают изделия из различных металлов и сплавов: алюминие-
вых, титановых, медных, никелевых, а также тугоплавких металлов. Наибо-
лее высокие температуры нагрева заготовок (до 1600 … 1800° С) используют при прессовании вольфрама и молибдена.
При прессовании деформируемый материал находится в условиях не-
равномерного всестороннего сжатия, вследствие чего значительно повыша-
ется его пластичность. Это позволяет обрабатывать давлением даже хрупкие материалы, неподдающиеся обработке другими способами (прокаткой, ков-
кой, волочением).
К недостаткам прессования можно отнести значительный износ инст-
румента (вследствие значительных контактных напряжений и температур),
неравномерность свойств по длине прессованного изделия и значительные,
331

до 15 % и более, технологические отходы (передний конец профиля и пресс-
остаток).
Прессование металлов осуществляют на горизонтальных гидравличе-
ских прессах (рис. 3.24), реже используют вертикальные гидравлические прессы.
В некоторых случаях для холодного прессования труб из легкодефор-
мируемых металлов используют прессы с механическим приводом.
Прессованием получают (рис. 3.25) прутки диаметром 3…250 мм, про-
волоку диаметром 1…6 мм, трубы диаметром 20...600 мм с толщиной стенки
1,0…1,5 мм и более, сплошные и полые профили.
Рис. 3.24. Гидравличе-
ский пресс для прессо-
вания:
1 – гидравлический ци-
линдр; 2 – пресс-
штемпель; 3 – пресс-шайба; 4 – заготовка; 5 – матрица; 6 – пресс-изделие.
Рис. 3.25. Профили, полученные прессованием.
332
3.6. Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие в инструменте, называемом волокой. Конфигу-
рация отверстия определяет форму и размеры получаемого профиля.
На рис. 3.26, а представлена схема волочения круглого прутка, фасон-
ного профиля или проволоки из круглой заготовки. При многопереходном волочении можно получить профили значительно более сложного сечения:
уголок, крестообразное сечение, тавровое, двутавровое и др.
На рис. 3.26, б показана схема волочения трубы без оправки. Обычно толщина стенки при этом увеличивается. Такая же ситуация складывается и при профилировании трубных заготовок.
Рис. 3.26. Схемы основ-
ных процессов волоче-
ния:
а – прутка (проволоки)
из круглой заготовки; б
– трубы с без оправки;
в, г, д – трубы с оправ-
кой; 1 – заготовка; 2 –
волока; 3 – изделие; 4 –
оправка.
На схемах, изображенных на рис. 3.26, в - д представлены различные варианты волочения трубы с утонением стенки:
Волочение трубы на короткой оправке, закрепленной для исклю-
чение её затягивания в волоку силами трения (рис. 3.26, в);
Волочение трубной заготовки с незакрепленной конической сту-
пенчатой оправкой, которая не затягивается в волоку вследствие равен-
ства сил затягивающих и отталкивающих оправку от волоки (рис. 3.26,
г). Такая оправка называется самоустанавливающейся;
333