

Техпроцессы в машиностроении_лек
.pdfность между начальным Н и конечным h размерами заготовки называется аб-
солютным обжатием, а относительное обжатие ε вычисляется по формуле:
ε = H h 100% .
H
Относительное обжатие за один проход зависит от угла захвата α и со-
ставляет 10 … 60%. Контакт металла с валками осуществляется по дуге ab,
называемой дугой захвата, а зона, ограниченная плоскостями входа ad и вы-
хода bc и дугами захвата, называется очагом или зоной деформации.
Продольная прокатка характеризуется непрерывностью воздействия инструмента на металл и, как следствие этого, отличается высокой произво-
дительностью. Во многих случаях она позволяет получить заготовки, при-
ближающиеся по форме и размерам к готовым изделиям, а для строительства и транспортного машиностроения прокаткой можно получать готовые эле-
менты сооружений и машин. При прокатке литых заготовок (слитков) проис-
ходит их многократное обжатие в горячем состоянии. Это способствует по-
вышению плотности металла за счет залечивания литейных дефектов, порис-
тости, микротрещин и придает катаным заготовкам более высокие эксплуа-
тационные характеристики.
Форма поперечного сечения проката называется профилем. Совокуп-
ность профилей различных формы и размеров называется сортаментом. Сор-
тамент проката, получаемого методами продольной прокатки, можно разде-
лить на сортовой и листовой прокат. В зависимости от термического режима обработки различают горячий и холодный прокат.
Рис. 3.6. Основ-
ной сортамент проката:
а – сортовой прокат простой геометриче-
ской формы; б – фасон-
ный прокат.
314
Сортовой прокат (рис. 3.6) делят на прокат простой геометрической формы (рис. 3.6, а) и прокат сложной формы (фасонный) (рис. 3.6, б). Рабо-
чим инструментом для прокатки служит валок, изготовленный из отбеленно-
го чугуна или углеродистой, либо легированной стали.
Рабочая часть валка, называемая обычно бочкой, находится в контакте с деформируемой заготовкой. Для получения сортового или фасонного про-
ката на бочке валка вытачиваются канавки той или иной формы, называемые ручьями. Промежутки между ручьями называются буртами. Ручьи верхнего и нижнего валков образуют фигурный просвет между валками, называемый калибром (рис. 3.7).
Рис. 3.7. Виды калибров:
а – открытый; б – закрытый.
Каждая пара прокатных вал-
ков образует несколько калибров.
По способу вреза в валки калибры делят на открытые и закрытые. В
открытых калибрах линия раздела
(граница перехода профиля с одно-
го валка на другой) параллельна оси валков (рис. 3.7, а). В закрытых калибрах линии раздела перпенди-
кулярны или наклонны или наклонны к оси валков (рис. 3.7, б).
По назначению калибры разделяются на обжимные (уменьшающие се-
чение заготовок), черновые (подготовительные) и чистовые.
К обжимным относятся калибры прямоугольные, ромбические, квад-
ратные и овальные. Подготовительные калибры имеют форму, постепенно приближающуюся к заданной. Так для чистового круглого профиля берется овал, для квадрата – ромб и т.д. Чистовые калибры соответствуют оконча-
315

тельному профилю проката с учетом изменения размеров при охлаждении металла и допусков на размеры готового проката.
Количество калибров, через которые будет пропускаться заготовка для получения заданных размеров и формы, выбирается в зависимости от разме-
ров и формы сечения исходной заготовки и сложности профиля готового проката. Для рельсов обычно используют 9 калибров, для балок 9 … 13, а для проволоки 15 … 19.
Плоский прокат (листовой) из стали и цветных металлов подраз-
деляется на толстолистовой (4 ... 60
мм), тонколистовой (0,2 … 4 мм) и
фольгу (толщиной менее 0,2 мм).
Для прокатки плоского проката
(листов, полос, лент, фольги) ис-
пользуют прокатные валки с глад-
кой бочкой цилиндрической, вы-
пуклой (рис. 3.8, а, б, г) или вогну-
той формы (рис. 3.8, в).
Рис. 3.8. Типы валков для прокатки плоского проката:
а, в, г – выпуклые валки; б – вогну-
тый валок; д – внешний вид валков.
Это позволяет:
обеспечить правильное расположение раската в вал-
ках в процессе деформации;
316
уменьшить разнотолщинность прокатываемой заготовки в ре-
зультате неравномерного охлаждения рабочей поверхности валков (при
горячей прокатке);
компенсировать упругое сплющивание и прогиб валков;
учитывать увеличение диаметра валков в результате теплового воздействия.
Процесс прокатки осуществляется на прокатных станах, которые пред-
ставляют собой целый комплекс машин, осуществляющих деформирование металла во вращающихся валках и выполнение вспомогательных операций
(отделка проката, его резка, охлаждение, правка, удаление поверхностных дефектов и др.). Собственно процесс деформирования заготовки осуществля-
ется на главной линии прокатного стана (линии рабочих клетей).
Вариант главной линии представлен на рис. 3.9, а общий вид – на рис.
3.10.
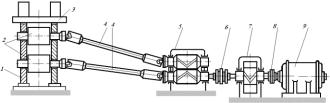
Рис. 3.9. Схема главной ли-
нии прокатного стана:
1 – станина; 2 – прокатные валки;
3 – поперечина; 4 – шпиндели; 5 -
шестеренная клеть; 6, 8 – муфта; 7 – редуктор; 9 – двигатель.
Главная линия состоит из рабочей клети, шпинделей для привода вал-
ков, шестеренной клети, редуктора, муфт и электродвигателя. При индивиду-
альном приводе каждого валка шестеренная клеть и редуктор не используют-
ся.
Рабочая клеть представляет собой две станины 1, соединенные между собой стяжными болтами и поперечиной 3. В рабочей клети на подушках с подшипниками располагаются прокатные валки 2, а также вспомогательные механизмы для регулировки зазора между валками.
Шестеренная клеть 5 служит для разделения крутящего момента по от-
дельным валкам, если привод осуществляется от одного общего двигателя.
317
Шпиндели 4 предназначены для передачи крутящего момента от шес-
теренной клети прокатным валкам при отклонении от соосности до 10 … 12°,
что позволяет регулировать расстояние между валками, перемещая их в вер-
тикальном направлении.
Редуктор 7 используется для увеличения мощности при передаче кру-
тящего момента от двигателя 9 к прокатным валкам.
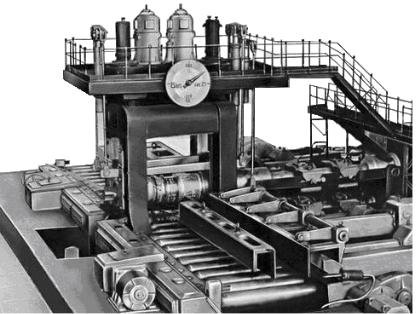
Рис. 3.10. Макет главной линии прокатного стана.
По назначению прокатные станы разделяют на обжимные, заготовоч-
ные, рельсобалочные, крупносортовые, среднесортовые, мелкосортовые,
проволочные, толстолистовые, широкополосные, тонколистовые, станы хо-
лодной прокатки, трубопрокатные, бандажепрокатные, колесопрокатные и станы специального назначения.
Поперечно-винтовая прокатка
Процесс поперечно-винтовой прокатки осуществляют на двух или трех валках, вращающихся в одну сторону. Оси валков - пересекающиеся или скрещивающиеся прямые.
Процессы поперечно-винтовой прокатки реализованы на станах:
винтовой прокатки в винтовых калибрах;
318
винтовой прокатки с меняющимся положением осей рабочих валков;
винтовой прокатки тел вращения (колец, дисков и др.)
На станах винтовой прокатки осуществляется деформация исходной заготовки круглого сечения путем её ввинчивания в межвалковое простран-
ство, образованное двумя или тремя валками с винтовыми калибрами. Вра-
щательное и поступательное движение заготовки достигаются вращением валков в одну сторону и соответствующим их наклоном к оси заготовки. Де-
формация заготовки происходит вследствие изменения формы витков на вал-
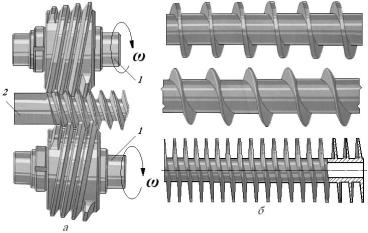
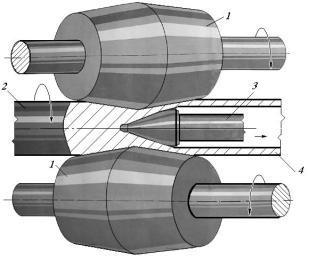
ках 1, постепенно приближающейся к требуемой конфигурации и размерам готового изделия (рис. 3.11). Этот процесс весьма эффективен для прокатки червяков, крупных винтов, оребренных труб и др.
Для прокатки коротких тел вращения используются станы для прокат-
ки в винтовых калибрах.
Рис. 3.11. Схема про-
катки червяков, крупных вин-
тов, оребренных труб
а – схема прокатки; б – про-
дукция; 1 - прокатные валки;
2 – заготовка; ω – частота вращения прокатных валков.
Особенностью данной схемы прокатки является то, что в последнем витке калибра бурты сделаны более высокими, что способствует образова-
нию тонкого перешейка и полному отделению прокатанного изделия от ос-
тальной части заготовки. Этот процесс используется для прокатки заготовок шаров диаметром 4 … 120 мм (рис. 3.12).
Поперечно-винтовая прокатка - единственный способ получения шаров с волокном вдоль конфигурации детали, что обеспечивает наряду со спосо-
319

бами повышения плотности металла (вакуумирование, непрерывное литьё и др.) надёжность и длительный срок службы шаров и подшипника в целом.
Рис. 3.12. Поперечно-
винтовая прокатка шаров.
Оси валков - скрещиваю-
щиеся прямые:
1 – пруток; 2 – валки; ω – частота вращения вал-
ков.
Поперечно-винтовую прокатку можно с успехом использовать для про-
катки и других тел вращения небольшой длины, что позволяет значительно поднять производительность и снизить расход металла, уходившего ранее в стружку (рис. 3.13).
Рис. 3.13. Схема прокатки: а –
осей пластинчатых цепей; б -
роликов.
На станах для попереч-
но-винтовой прокатки можно-
осуществиь процесс прошивки сплошной заготовки (рис.
3.14).
Исходные заготовки имеют постоянное по длине сечение. Их получают непрерывным литьём (слитки) и прокаткой (прокат). Слитки имеют форму цилиндра или правильной многогранной призмы, подкат - форму сплошного или полого цилиндра. Прокатку проводят, как правило, в горячем состоянии.
320
В процессе прошивки исходной заготовки на косорасположенных валках
(оси валков скрещиваются) получают толстостенную гильзу – заготовку для получения бесшовной трубы
Рис. 3.14. Поперечно-винтовая прокатка заготовки трубы (гильзы):
1 - валок; 2 - заготовка; 3 - оправка
(прошивень); 4 – гильза.
Гильза 4 - толстостенная относи-
тельно небольшой длины труба. Слу-
жит заготовкой для раскатки в бес-
шовные трубы заданных размеров методами продольной прокатки. Парамет-
ры прокатки (соотношение диаметров валков и заготовки, угол между осями валков 1 и заготовки и наклона конической части валка) подобраны так, что-
бы из-за неравномерности деформации в центральной части заготовки созда-
вались растягивающие радиальные напряжения. Под действием этих напря-
жений металл в центральной зоне заготовки разрыхляется и образуется по-
лость. Чтобы предупредить образование трещин на поверхности полости и получить заготовку трубы заданных размеров, устанавливают коническую оправку (прошивень) 3. Оправку устанавливают на стержне, конец которого закреплен во вращающейся опоре, с опережением момента самопроизвольно-
го образования полости на 2...3 мм. После окончания прокатки гильзу сни-
мают со стержня и направляют на трубопрокатные станы для её дальнейшей раскатки в трубу.
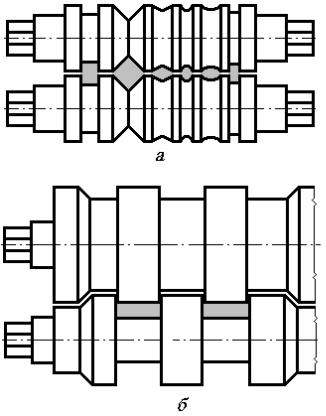
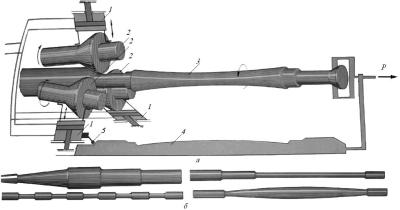
Станы винтовой прокатки с меняющимся положением осей прокат-
ных валков применяют для производства ступенчатых валов и осей большой длины (при соотношении длины к диаметру более 10 … 20). К таким издели-
ям относят полуоси автомобилей, торсионные валы, вагонные оси, периоди-
ческий прокат и др. Периодический прокат - прокат, поперечное сечение ко-
321
торого периодически изменяется вдоль оси прокатываемой заготовки. Прокат с переменным по длине сечением используют в виде фасонной заготовки при горячей объемной штамповке. Использование таких полуфабрикатов позво-
ляет применять более простые штампы, увеличивать производительность при штамповке, снижать отходы и улучшать качество продукции.
Периодический прокат применяют также в виде заготовок для обработ-
ки резанием, что позволяет значительно повысить производительность, со-
кратить расход металла и объём доделочных операций.
Для этой схемы прокатки используются, как правило, трехвалковые прокатные станы с пересекающимися осями вращения рабочих валков 2. Для обеспечения более благоприятных условий прокатки заготовки без рыхлых участков в сердцевине в ней создается осевое натяжение Р (рис. 3.15). Изме-
нение сечения прокатываемой заготовки осуществляется синхронным сведе-
нием и разведением прокатных валков с помощью гидравлических цилинд-
ров 1, управляемых специальной следящей системой 4-5.
Рис. 3.15. Поперечно - винтовая прокатка с меняющимся положением осей прокатных валков:
а - схема прокатки периодических профилей на трехвалковом стане; б - вари-
анты периодических профилей ; 1 - гидравлические цилиндры; 2 - рабочие валки; 3 – прокат; 4, 5 - следящая система; 6 - заготовка; Р - осевое натяжение заготовки
Процесс формоизменения сопровождается вращательным движением деформируемой заготовки.
322
Поперечно-клиновая прокатка
Поперечно-клиновая прокатка (ПКП) - высокопроизводительная ресур-
сосберегающая технология обработки металлов давлением с высоким (до 0,8 … 0,98) коэффициентом использования металла (КИМ). Сущность процесса ПКП заключается в упругопластическом качении заготовки между двумя клиновыми инструментами, параллельно перемещающимися навстречу друг другу и установленными на плитах или вращающимися в одну сторону и ус-
тановленными на валках с параллельными осями.
Формообразование изделия осуществляется путем перераспределения металла вдоль оси заготовки движущимся поперек её клиновым инструмен-
том. Конфигурация деталей весьма многообразна: с цилиндрическими, кони-
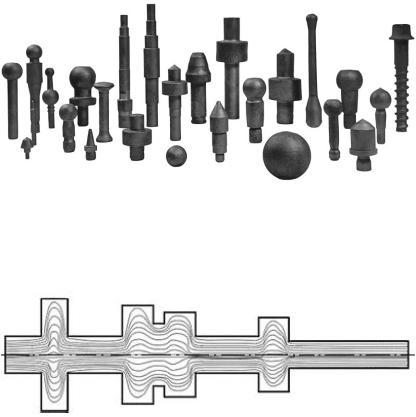
ческими и сфероидальными поверхностями со всевозможными канавками и выступами (рис. 3.16).
Рис. 3.16. Варианты проката, полученного методом поперечно-клиновой про-
катки.
При ПКП формируется новая макроструктура (рис. 3.17):
Рис. 3.17. Макроструктура изделия, полученного поперечно-клиновой про-
каткой.
волокна непрерывны на всем протяжении заготовки
323