

Техпроцессы в машиностроении_лек
.pdfное уширение кольца при этой операции ликвидируют осадкой в торец полу-
ченной поковки.
Сущность протяжки с оправкой (рис. 3.35, б) состоит в увеличении длины пустотелой заготовки за счет уменьшения ее наружного диаметра.
Внутренний диаметр определяется конической оправкой 4, выполненной с конусностью 12 мм на 1000 мм длины оправки для упрощения съема с нее поковки. При каждом ударе или нажатии поковку поворачивают и после од-
ного или нескольких ударов перемещают на величину подачи S.
Прошивка - получение сквозных или глухих отверстий в сплошной за-
готовке (рис. 3.36). Для выполнения операций используют специаль-
ные инструменты -
прошивни, которые при небольших размерах отверстий делают сплошными, а при диа-
метрах отверстий свы-
ше 400 ... 500 мм - по-
лыми. Операции могут выполняться с исполь-
зованием подкладных плит или без них.
Рис. 3.36. Схемы операций прошивки сплошным (а) и полым (б) прошивнем:
1 – сплошной прошивень; 2 – сплошная надставка; 3 – кольцевой прошивень;
4 – кольцевая надставка.
Отрубка - отделение части заготовки по незамкнутому контуру. Опе-
рацию выполняют с использованием специального инструмента - топора 1
344
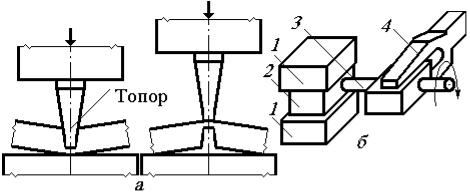
(рис. 3.37, а), который в зависимости от размеров заготовки последовательно устанавливают после поворота заготовки с одной, двух или четырех ее сто-
рон. При отрубке с установкой топора последовательно с двух сторон на пер-
вой операции топор внедряется на 1/2...2/3 высоты заготовки, а после кантов-
ки на 180° заготовка перерубается окончательно.
Рис. 3.37. Схема операций отруб-
ки (а) и скручи-
вания (б):
1 – бойки; 2 –
зажатая часть за-
готовки; 3 –
скручиваемая часть заготовки, 4 – вилка.
Скручивание - поворот одной части заготовки относительно другой во-
круг общей продольной оси (рис. 3.37, б). Часть заготовки зажимается бой-
ками молота или пресса, а свободная часть специальным приспособлением -
воротом или вилкой вручную или краном (домкратом) поворачивается на оп-
ределенный угол.
3.8. Горячая объемная штамповка
Горячая объемная штамповка - метод обработки, основанный на при-
менении специального инструмента - штампа.
Штамп состоит из двух или нескольких частей, которые в сомкнутом состоянии образуют одну или несколько полостей (ручьев). При сближении частей штампа происходит принудительное перераспределение металла заго-
товки, в результате чего полость штампа заполняется с получением заданных форм и размеров поковки.
Горячая объемная штамповка проходит в условиях близких к горячей деформации.
345
Исходные материалы для штамповки - стальной прокат в виде прутков
(обычно круглого, а также квадратного, прямоугольного и других сечений),
блюмсов, труб и профилей переменного сечения (периодический прокат),
прессованные прутки и трубы из бронзы, алюминиевых сплавов и других сплавов с пониженной пластичностью. Для штамповки на автоматах и точ-
ной горячей штамповки применяют калиброванный прокат. Наиболее рас-
пространена штамповка из мерной заготовки, отрезанной в штампе от прут-
ка, имеющей заданные размеры и массу. Из каждой заготовки обычно штам-
пуется одна поковка. Для повышения производительности иногда применяют многоштучную штамповку, при которой из одной мерной заготовки одно-
временно штампуется до 6 … 8 поковок относительно небольшого размера.
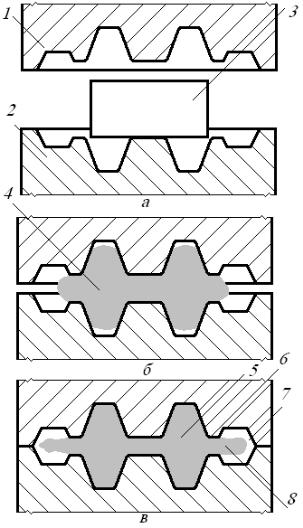
Формоизменение при штамповке производят в открытых и закрытых штампах, т.е. открытой и закрытой штамповкой.
Начальный, промежуточный и конечный моменты штамповки в откры-
том штампе приведены соответственно на рис. 3.38, (а, б, в).
Объем заготовки 3 несколько больше объема полости штампа. При сближении частей штампа 1, 2 течение металла происходит в направлении наименьшего сопротивления. В некоторый момент металл, растекаясь в на-
правлении, перпендикулярном движению части штампа 2, выдавливается в облойную канавку 6, образуя промежуточную поковку 4 и облой 8 (рис. 3.38,
б). Канавка для облоя (размеры: ширина и толщина) проектируется и изго-
тавливается таким образом, чтобы сопротивление металла выдавливанию об-
лоя было несколько больше, чем сопротивление металла по заполнению лю-
бой наиболее сложной части штампа.
И только при заполнении всей полости штампа (рис. 3.38, в) излишек металла выдавится в облой.
В открытом штампе кроме канавки (щели) 6 размещается магазин 7, в
который выдавливается излишек металла. Поэтому к точности объема заго-
товки не предъявляется жестких требований. После штамповки облой обре-
зается в обрезных штампах, как правило, на кривошипных прессах. Облой
346
после обрезки направляют на переплавку. Средний отход металла на облой составляет 15 .. 20% и достигает 100% от массы поковок (детали типа кре-
стовин и др. детали с отростками).
Рис. 3.38. Открытая штамповка:
а – начальный; б – промежуточный; в
– окончательный этапы штамповки; 1,
2 – штамп; 3 – заготовка; 4 – проме-
жуточная поковка; 5 – окончательная поковка; 6 – облойная канавка; 7 – ма-
газин; 8 – облой.
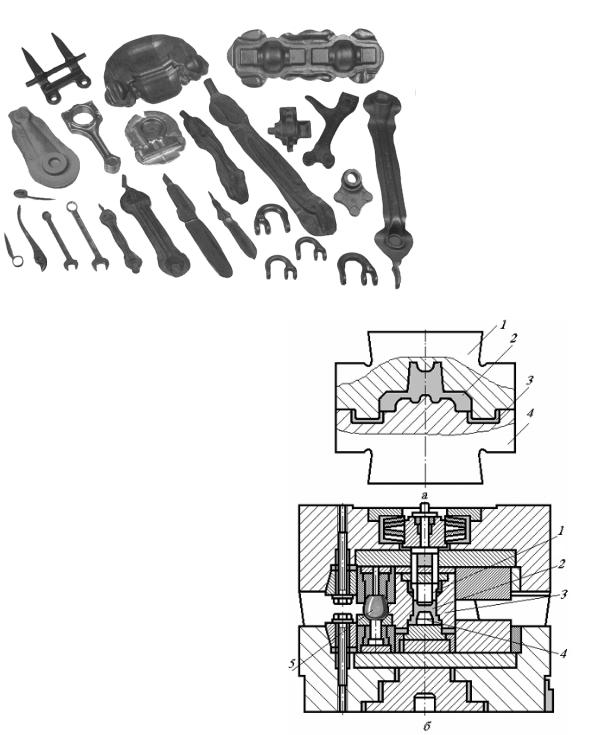
На рис. 3.39 приведены приме-
ры поковок, полученных открытой горячей объемной штамповкой.
Открытая штамповка позволяет получать сложные по форме поковки,
но низкий коэффициент использова-
ния металла значительно ухудшает технико-экономические показатели
производства. Повышение коэффициента использования металла (КИМ) мо-
жет быть достигнуто применением малоотходной штамповки, которая осу-
ществляется в закрытых штампах. При малоотходной штамповке коэффици-
ент использования металла увеличивается до 0,6.. .0,8 и более.
Штамповка в закрытых штампах (рис. 3.40) не предусматривает обра-
зование облоя. Взамен канавки для облоя предусматривается специальная полость 3, называемая компенсатором. Действие компенсатора, аналогичное канавке для облоя, основано на законе наименьшего сопротивления, т.е. по-
следовательном заполнении элементов полости штампа различной сложно-
сти. В отличие от канавки для облоя, располагаемой по всему периметру по-
347
ковки, геометрическая форма, размеры и место компенсатора рассчитывают-
ся согласно заданной конфигурации поковки
Рис. 3.39. Варианты по-
ковок, полученных от-
крытой горячей объем-
ной штамповкой.
Рис. 3.40. Штампы для закрытой штамповки:
а – молотовой; 1, 4 – штамп; 2 –
поковка; 3 – компенсатор; б для штамповки на прессе: 1 – компен-
сатор; 2 – поковка; 3, 4 – штамп окончательной штамповки; 5 –
позиция предварительной осадки.
Практически весь объем за-
готовки идет на образование по-
ковки 2. Во избежание перегрузки штампа и оборудования (что особенно опасно для машин кривошипного действия) предъявляются жесткие требова-
ния к точности равенства объема заготовки и объема полости штампа. Для повышения точности объема заготовки применяют точную отрезку заготовок
348
в штампе со специальными дозирующими устройствами, что снижает произ-
водительность и удорожает подготовку производства.
Основное ограничение применения закрытой штамповки - значитель-
ное увеличение сопротивления деформации при перераспределении металла по объему полости. При производстве поковок сложной формы необходимое усилие возрастает в 1,5 раза и более. Стойкость инструмента резко снижает-
ся, а расходы на инструмент превышают экономию от повышения КИМ. В
настоящее время закрытую безотходную штамповку практически целесооб-
разно применять только при производстве поковок простой, осесимметрич-
ной формы (но не шаров).
Штамповкой поковок непосредственно из заготовок постоянного сече-
ния (отрезанных от сортового проката или прессованных прутков) можно из-
готовить поковки только простой формы. В этом случае штамповка произво-
дится в одноручьевом штампе. Если поковка имеет сложную форму, то из обычной заготовки в одноручьевом штампе ее отштамповать практически невозможно. В большинстве случаев требуются заготовительные операции, в
результате которых получается фасонная заготовка, близкая по форме и раз-
мерам к готовой поковке. Из фасонной заготовки в штамповочных ручьях получают окончательную форму поковки. Фасонную заготовку получают ковкой, периодической прокаткой, вальцовкой на ковочных вальцах, предва-
рительной штамповкой на прессах, горизонтально-ковочном и др. кузнечном оборудовании, а также многоручьевой штамповкой.
При многоручьевой штамповке все необходимые для последовательно-
го формоизменения заготовки ручьи изготавливают в одном штамповом бло-
ке, образующем многоручьевой штамп. Многоручьевая штамповка применя-
ется при серийном и крупносерийном производстве (автотракторостроение,
сельхозмашиностроение и др.).
Ручьи при многоручьевой штамповке делятся на штамповочные и заго-
товительные. В заготовительных ручьях получают фасонную заготовку, из которой в штамповочных ручьях получают окончательную форму поковку.
349
Многоручьевую штамповку применяют для поковок небольших по массе и
длине.
Особенности проектирования заготовок
Особенности проектирования заготовок, изготовление которых плани-
руется ГОШ, сводятся к следующему:
выбору плоскости разъема штампа;
назначению на обрабатываемые поверхности поковки припусков и допусков на последующую механическую обработку;
назначению напусков (при необходимости);
назначению штамповочных уклонов на все поверхности поковки,
перпендикулярные плоскости разъема штампа;
сглаживание пересекающихся поверхностей поковки
штамповочными радиусами.
Выбор плоскости разъема штампа осуществляют исходя из следующих
соображений:
готовая поковка должна свободно извлекаться из штампа;
полости штампов должны иметь наименьшую глубину, что необ-
ходимо для облегчения заполнения их металлом поковки;
возможность визуального контроля наличия или отсутствия гори-
зонтального сдвига половин штампа (для этого плоскость разъема штампа должна пересекать вертикальную поверхность поковки).
Припуски на обрабатываемые поверхности поковки назначают по ГОСТу в зависимости от массы поковки, её габаритов, выбранного оборудо-
вания и шероховатости поверхности готового изделия.
Напуски (рис.3.41) назначают на те элементы поковки, которые нельзя получить методами ГОШ, или получение которых значительно усложняет процесс и делает его экономически нецелесообразным.
350
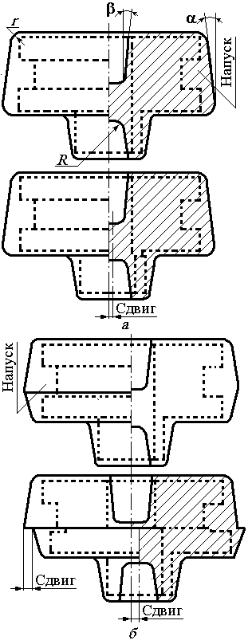
Штамповочные уклоны облегчают удаление готовых поковок из штам-
па. Они назначаются поверх припусков, увеличивают объем последующей механической обработки и снижают КИМ. Уклоны назначаются в зависимо-
сти от глубины полости штампа и исполь-
зуемого для штамповки оборудования. Зна-
чения штамповочных уклонов для наружных поверхностей поковки α меньше, чем для внутренних β, что объясняется усадкой ме-
талла поковки в процессе его охлаждения.
Рис. 3.41. Выбор плоскости разъема штампа:
а – неправильно; б – правильно;α – уклон для наружных поверхностей; β – уклон для внутренних поверхностей; R – внутренний радиус поковки; r – внешний радиус поков-
ки.
Штамповочные радиусы назначают для облегчения заполнения металлом поков-
ки полости штампа и для повышения проч-
ности и стойкости инструмента. Радиусы на-
значают в зависимости от массы поковки и глубины полости штампа. Значение внут-
ренних радиусов R в 3 … 4 раза больше, чем значение наружных r для одних и тех же параметров поковки.
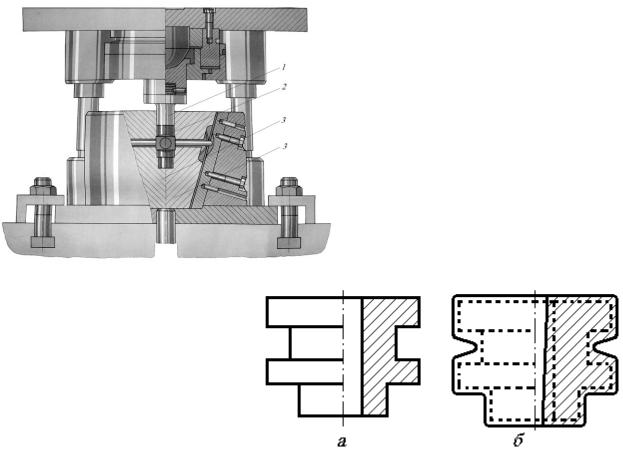
Штамповка в закрытых штампах с двумя взаимно перпендикулярными плоскостями разъема (рис. 3.42) часто позволяет избежать необходимости назначать напуски и значительно снизить, или совсем исключить штампо-
вочные уклоны (рис. 3.43).
351
Технология формоизменения при штамповке зависит от вида приме-
няемого оборудования. Для штамповки применяют кривошипные горячеш-
тамповочные прессы (КГШП), горизонтально-ковочные машины (ГКМ), гид-
равлические прессы, современные машины динамического действия, гибоч-
ные машины, крутильные машины и др.
При массовом производстве поковок относительно небольшого размера применяют горячештамповочные автоматы. Штамповку на молотах в на-
стоящее время на современных предприятиях применяют редко из-за ряда недостатков: шум и вибрации, пониженная производительность, неприспо-
собленность к современным условиям механизации и автоматизации; боль-
шие штамповочные уклоны и др.
Рис. 3.42. Штамп с двумя плоско-
стями разъема:
1 – пуансон; 2 – поковка; 3 – вы-
талкиватель; 4 - разъемная мат-
рица.
Рис. 3.43. Пример составления чертежа поковки при штам-
повке в штампе с двумя плос-
костями разъема:
а – деталь; б – поковка.
Кривошипный горячештамповочный пресс (КГШП) относится к боль-
шому классу штамповочных машин (рис. 3.44). Рабочим органом КГШП яв-
ляется ползун, который приводится в возвратно-поступательное движение при помощи кривошипно-шатунного механизма.
352
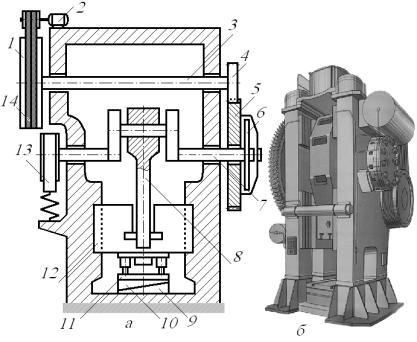
Электродвигатель 2 передает движение клиновыми ремнями 14 на ма-
ховик 1, сидящий на приемном (промежуточном) валу 3. На другом конце за-
креплено малое зубчатое колесо 4, которое находится в зацеплении с боль-
шим зубчатым колесом 5, свободно вращающемся на кривошипном валу 7. С
помощью пневматической фрикционной дисковой муфты 6 зубчатое колесо 5
может быть сцеплено с кривошипным валом 7 и привести во вращательное движение кривошипный вал 7.
Рис. 3.44. Кривошипный горячештамповочный пресс (КГШП):
а – схема; б - внешний вид; 1 – маховик; 2 – электродвигатель; 3 – промежу-
точный вал; 4 – малое зубчатое колесо; 5 - большое зубчатое колесо; 6 –
фрикционная муфта; 7 - кривошипный вал; 8 – шатун; 9, 10 – клиновой стол;
11 - штамповый пакет; 12 – ползун; 13 – тормоз.
Посредством шатуна 8 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 12. Для остановки вращения вала после выключения муфты служит тормоз 13. Рабочее пространство пресса, в зависимости от высоты штампа 11, может регулироваться с помо-
щью клинового стола пресса 9, 10. Для облегчения удаления поковки из
353