

Техпроцессы в машиностроении_лек
.pdfАвтоматическая безопочная формовка используется для изготовления мелких отливок из чугунов и стали в серийном и массовом производствах.
Существует два типа автоматических машин, изготавливающих формы с вертикальным и горизонтальным разъемами.
На машинах с вертикальным разъемом пескострельная головка 4 (рис. 2.23) осуществляет заполнение пространства между модельными плитами 3 и 5 формовочной смесью и предварительное ее уплотнение. Окончательное уплотнение происходит при перемещении левой модельной плиты 3 под дей-
ствием прессового цилиндра 1 вправо.
По окончании уплотнения правая модельная плита 5 отбрасывается вверх и поршень перемещает уплотненный ком смеси вправо, прижимая его к ранее полученным комьям. Отпечатки моделей, расположенные на двух смежных сторонах комьев, образуют рабочие полости формы 6, которые представляют собой непрерывный ряд форм, заливаемых расплавленным ме-
таллом.
Рис. 2.23. Схема безопоч-
ной формовки:
а – схема формовки; б –
схема заливки; 1 – прессо-
вый цилиндр; 2 – прессо-
вая плита; 3, 5 – модель-
ные плиты; 4 - пескост-
рельная головка; 6 – полость формы.
После затвердевания и охлаждения отливок формы подаются на вы-
бивную решетку, где происходит разрушение, и удаление формовочной сме-
си. Смесь отправляют на повторное использование, а отливки – в отделение обрубки. Такой метод изготовления форм имеет высокую производитель-
ность и достаточно высокую точность отливок.
264
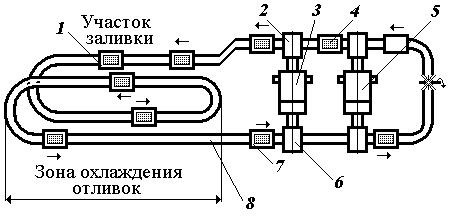
Автоматические формовочные линии
В современных литейных цехах формовочные машины располагаются около замкнутого конвейера (рис. 2.24), который представляет собой ряд те-
лежек, движущихся по рельсам. Пустые опоки с позиции выбивки 7 подают-
ся конвейером 8 к формовочным машинам низа 5 и верха 3.
Нижние полуформы, кантователем переворачиваются на 180° и пере-
даются на конвейер, где в них устанавливают стержни (позиция 4). Верхние полуформы передаются на позиции 2, где происходит сборка форм.
Рис. 2.24. Схема автоматической формовочной линии:
1– заливка; 2 - сборка формы; 3 - изготовление верхней полуформы;4 - уста-
новка стержней; 5 – изготовление нижней полуформы; 6 – распаривание
опок; 7 – выбивка; 8 –замкнутый конвейер; стрелками указано направление движения конвейера.
На участке 1 происходит заливка форм расплавленным металлом и пе-
ремещение их по охлаждающей ветви конвейера к позиции 7 выбивки форм.
Здесь литейные формы устанавливают на вибрационную решетку, формо-
вочная смесь разрушается и просыпается через решетку, на которой остаются отливки. При необходимости увеличения продолжительности охлаждения отливок охлаждающую ветвь конвейера выполняют с дополнительной пет-
лей.
Стержни выбивают из отливок на вибрационных установках или стру-
ей воды, литники и прибыли отбивают или обрубают, очистку отливок от пригара осуществляют в дробеструйных установках.
265
Помимо операции уплотнения, на большинстве современных формо-
вочных машин предусмотрен механизм извлечения модели из формы.
По способу удаления модели из форм формовочные машины подразде-
ляются на машины со штифтовым подъемом опоки, с опускающимися пли-
тами, с протяжной плитой, с поворотной плитой, с перекидным столом.
Машины со штифтовым подъемом набитых опок состоят из встряхи-
вающего и вытяжного механизмов, объединенных в одном корпусе. Модель-
ная плита с моделью остается на плите встряхивающего стола, а набитая форма поднимается с помощью штифтов. Штифтовым подъемом обычно снабжают формовочные машины для набивки мелких форм небольшой высо-
ты.
В машинах с опускающимися плитами опока остается на месте, а мо-
дельная плита опускается вниз. На машинах со штифтовым подъемом и опускающейся плитой удобно делать верхние опоки. Формовать на этих ма-
шинах нижние опоки неудобно, так как после снятия с плиты опоку нужно переворачивать на 180° вручную или делать специальное приспособление.
Машины с протяжной плитой применяются в тех случаях, когда мо-
дель имеет большую высоту и сложную конфигурацию, например, когда мо-
дель имеет тонкие ребра. Эти ребра при извлечении модели из формы могут увлечь за собой и обрушить часть смеси, примыкающей к ним. В этом случае модель укрепляется на протяжной плите, а ребра – на модельной плите. По окончании формовки сначала опускается модельная плита с ребрами, а смесь удерживается протяжной плитой. После этого с протяжной плиты снимается опока с формой.
Для изготовления нижних полуформ широко применяются машины с поворотной плитой и перекидным столом. На этих машинах опоку сразу по-
сле уплотнения смеси скрепляют с модельной плитой и поворачивают на
180°, после чего раскрепляют опоку и опускают ее вниз, или поднимают мо-
дель.
266
Изготовление стержней
Стержни изготавливают в специальных стержневых ящиках, проекти-
руемых при разработке модельного комплекта. Внутренняя конфигурация и профиль стержневого ящика являются отображением контура стержня и стержневых знаков, с помощью которых он устанавливается и укрепляется в форме. Стержневые ящики для удобства извлечения стержня могут быть с разъемом или без него.
В индивидуальном производстве стержни изготавливают вручную в деревянных стержневых ящиках. В крупносерийном и массовом производст-
ве стержни изготавливают в металлических ящиках на пескодувных или пес-
кострельных автоматах, пескометах, прессовых и встряхивающих машинах,
которые практически ничем не отличаются от формовочных машин. На этих линиях одновременно с изготовлением стержней предусмотрена их сушка в нагреваемых металлических ящиках или ящиках с холодным твердением,
продувкой СО2 и другими способами.
Стержневые смеси в зависимости от способа изготовления стержней делят на смеси с отверждением тепловой сушкой, в нагреваемой оснастке,
жидкие самотвердеющие смеси, жидкостекольные смеси, отверждаемые уг-
лекислым газом, холоднотвердеющие смеси на синтетических смолах.
Изготовление стержней в нагреваемой оснастке (по горячим ящикам)
применяется в условиях массового и крупносерийного производства. Сущ-
ность процесса основана на использовании стержневой смеси, в которой в качестве связующего применяется синтетическая смола. Смесь вдувается в нагретый металлический стержневой ящик, где происходит отверждение смолы в результате реакции взаимодействия связующего вещества и катали-
затора. После непродолжительной выдержки стержень извлекают из ящика.
Стержни, полученные этим способом, имеют высокую прочность, точность размеров, газопроницаемость.
267
Изготовление стержней из жидкостекольных смесей производится про-
дувкой стержня углекислым газом для химического отверждения жидкого стекла.
Применение холоднотвердеющих смесей для изготовления стержней основано на использовании в качестве связующего синтетической смолы, ко-
торая отверждается при нормальной температуре в стержневом ящике в при-
сутствии катализатора.
Охлаждение, выбивка и очистка отливок
Охлаждение отливок производится до температуры, которая исключает ее разрушение или образование «холодных трещин» при выбивке. Охлажде-
ние длится от нескольких минут до нескольких суток и недель в зависимости от размера и толщины стенок отливок. Для сокращения продолжительности охлаждения отливок используют методы принудительного охлаждения.
Выбивка отливок - одна из самых тяжелых и трудоемких операций в литейных цехах, так как в процессе выбивки выделяется большое количество тепла, газов и пыли. Процесс удаления отливки из затвердевшей и охлажден-
ной до определенной температуры литейной формы производят на вибраци-
онных решетках, где под действием вибрации происходит разрушение фор-
мовочной смеси.
Выбивка стержней осуществляется на вибрационно – пневматических или гидравлических устройствах.
Обрубка отливок производится для удаления с отливки литников, при-
былей, выпоров и заливов по месту соединения полуформ. Она осуществля-
ется пневматическими зубилами, дисковыми и ленточными пилами и газовой резкой.
Отливку, освобожденную от стержней и формовочной смеси, очищают от пригоревшей формовочной и стержневой смеси чаще всего в дробеметных или гидропескоструйных камерах. В пескоструйных и дробеметных установ-
ках на поверхность очищаемой отливки направляют струю сжатого воздуха
268
вместе с сухим песком или чугунной дробью. Более совершенной является очистка отливок песком с водой в песко-гидравлических установках, в кото-
рых одновременно выполняются две операции: выбивка стержней и очистка отливок.
2.5. Изготовление отливок специальными способами литья
Отливки, получаемые в разовых песчаных формах, во многих случаях не удовлетворяют требованиям современной техники, так как имеют низкую размерную точность и качество поверхности. В связи с этим все более высо-
кими темпами развиваются специальные способы литья, основными из кото-
рых являются: литье по выплавляемым моделям, в оболочковые формы, в ко-
киль, под давлением, центробежное и другие способы, позволяющие полу-
чать отливки повышенной точности, с малой шероховатостью поверхности,
минимальными припусками на механическую обработку.
Литье по выплавляемым моделям
Прообраз процесса литья по выплавляемым моделям – метод восковой формовки известен свыше 4000 лет, когда он применялся как метод художе-
ственного литья. Промышленное развитие он получил лишь в прошлом сто-
летии.
Сущность литья по выплавляемым моделям заключается в применении модели из легкоплавкого материала (воска, парафина, стеарина) и специаль-
ных облицовочных материалов, которые наносят на модель для получения литейной формы. Модельный состав выплавляют, в форму заливают рас-
плавленный металл и после затвердевания и охлаждения отливки форму раз-
рушают. Технология изготовления отливок по выплавляемым моделям имеет большое количество вариантов во всех основных операциях, а также в рецеп-
турах модельных и формовочных материалов. Упрощенная схема наиболее распространенного варианта литья по выплавляемым моделям для получения стальной отливки приведена на рис. 2.25.
269

По чертежу детали изготавливают эталон, который служит для получе-
ния металлической пресс-формы. В эту пресс-форму под небольшим давле-
нием запрессовывается легкоплавкий модельный состав (смесь парафина,
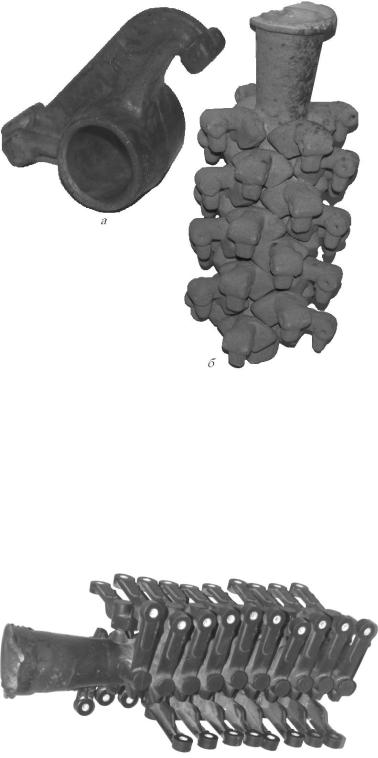
стеарина и других компонентов), который после охлаждения и извлечения из формы образует модели 3 (рис. 2.25, в), имеющие точные размеры и высокое качество поверхности (рис. 2.26, а). Полученные модели собираются в блоки
(рис. 2.25, в) с общей литниковой системой. На блоки моделей наносится ог-
неупорный облицовочный слой, состоящий из пылевидного кварца и свя-
зующего – гидролизированного раствора этилсиликата. Для этого блок моде-
лей погружают в раствор, производят сушку и обсыпку слоя кварцевым пес-
ком, снова погружают в раствор, повторяя этот процесс несколько раз. В ре-
зультате на поверхности блока моделей образуется оболочка толщиной 3 … 8
мм, которая представ-
ляет собой неразъем-
ную литейную форму
(рис. 2.26, б).
Рис. 2.25. Схема изго-
товления отливок литьем по выплавляе-
мым моделям: а – от-
ливка; б - пресс-
форма; в – блок моделей; г - форма в опоке; 1 - стержень; 2 - металлический штырь; 3 - модель; 4 - колпачок; 5 -опока; 6 - наполнитель; 7 – керамическая форма
Модельный состав выплавляют, тонкостенную форму 7 (рис. 2.25, г) уста-
навливают в опоку 5, засыпают наполнителем, прокаливают при температуре
850 … 900° С. В процессе прокаливания из формы удаляются влага и остатки модельного состава, увеличивается прочность и газопроницаемость керами-
ческой формы. Горячую форму заливают металлом. После затвердевания ме-
270
талла блоки отливок выбивают из опок, керамическую оболочку разрушают или растворяют в горячих растворах щелочей.
Рис. 2.26. Внешний вид моде-
ли (а) и неразъемной литей-
ной формы (б).
Особенности этого спо-
соба литья - одноразовое ис-
пользование моделей и кера-
мической формы, отсутствие в форме разъемов, что исключа-
ет образование перекосов и заливов, заливка металла в го-
рячую форму, что уменьшает опасность образования в отливках внутренних напряжений и повышает заполняемость формы.
Важнейшими достоинствами метода являются высокая точность разме-
ров и качество поверхности, возможность получения блоков отливок простой формы (рис. 2.27), отливок самой сложной конфигурации (рис. 2.28), в том числе и тонкостенных.
Рис. 2.27. Пример бло-
ка отливок.
Однако стоимость от-
ливок, полученных этим способом значительно выше, чем при литье в песчаные формы, размеры от-
ливок ограничены.
271

Литье по выплавляемым моделям широко применяется для изготовле-
ния отливок из черных и цветных металлов во многих отраслях промышлен-
ности.
Рис. 2.28. Пример отли-
вок сложной формы.
Несмотря на то,
что данный способ ли-
тья трудоемкий и дорогой, его применение оправдывается при получении точных отливок без последующей механической обработки, при изготовле-
нии деталей со сложной и трудоемкой механической обработкой, при ис-
пользовании труднообрабатываемых и тугоплавких сплавов. Этим способом получают рабочие колеса и лопатки авиационных, газовых и паровых тур-
бин, различные детали автомобилей (шаровые пальцы, коромысла клапанов,
вилки коробок передач), сложные детали приборов, крыльчатки различных насосов сложной формы, детали стрелкового оружия, режущий инструмент и многое другое.
Литье по выжигаемым моделям
В последние десятилетия широкое развитие получило литье по выжи-
гаемым (испаряемым) моделям (ЛВМ). Сущность ЛВМ заключается в при-
менении модели из пенопласта или пенополистирола и легкоуплотняемых песчаных смесей со связующим.)
Пенополистирол – ячеисто-пленочная дисперсная система (твердая пе-
на) в которой матрицей служит полистирол, а вспенивателем – газ. Примене-
ние пенополистирола позволило:
- Изготавливать точные модели. Для изготовления модели грану-
лы пенополистирола засыпаются в пресс-форму, в которой нагревают-
ся в автоклаве. Гранулы пенополистирола при этом вспениваются, за-
272

полняют всю полость и образуют сплошную модель, соответствующую внутренней полости пресс-формы (рис. 2.29). После охлаждения в про-
точной воде модель извлекают и передают на формовку.
Рис. 2.29. Примеры моделей.
Рис. 2.30. Пример блока моделей.
При необходимо-
сти модели собираются в блоки (рис. 2.30). К
модели или к блоку моделей приклеивается литниковая система.
Склеиванием можно:
Получить модели сложной конфигурации.
Упростить операцию формовки. Формовка сводится к размещению мо-
дели в опоке, засыпке в опоку песчаной смеси с последующим уплотнением
смеси.
273