

Техпроцессы в машиностроении_лек
.pdfм/мин) - марки: Р6М5К5; 10Р6М5Ф3; Р10К5Ф5, и порошковые стали (до 100
м/мин) - марки: Р6М5К5М; Р6М5К5ОМ; 10Р6М5К5Ф3ОМ. Для порошковых сталей: окончание «М» - мелкая структура; окончание «ОМ» - особо мелкая структура. С 1980 г. в промышленности применяются, быстрорежущие стали,
с интерметаллидным упрочнением, марок В11М7К23; В4М12К23 и др. Эти стали, применяются, в основном, для точения, фрезерования и строгания труднообрабатываемых материалов.
Металлокерамические твердые сплавы состоят из тонко измельченных карбидов тугоплавких металлов (вольфрам, титан, тантал), соединенных ме-
таллической связкой. Благодаря наличию карбидов тугоплавких металлов сплавы имеют высокую температуростойкость, твердость и износостойкость.
Поэтому допускается скорость резания 100…150 м/мин. Существует четыре вида твердых сплавов: вольфрамовые; вольфрамо-титановые; вольфрамо-
титано-танталовые и безвольфрамовые. В группу вольфрамовых твердых сплавов входят: ВК3; ВК3М; ВК4; ВК6 ОМ; ВК6М; ВК8; ВК10 0М; ВК10М;
ВК15 (В - карбид вольфрама, К - кобальт, число после «К» - процентное со-
держание кобальта, остальное - карбиды вольфрама, М – мелкозернистый,
ОМ - особомелкозернистый). По сравнению с другими вольфрамосодержа-
щими твердыми сплавами они характеризуются наибольшими: пределом прочности на изгиб и вязкостью; но наименьшими: температуростойкостью и твердостью. Поэтому, вольфрамовые твердые сплавы рекомендуются для об-
работки чугуна, цветных сплавов и труднообрабатываемых материалов с не-
большими скоростями резания. В группу вольфрамо-титановых твердых сплавов входят: Т30К4; Т15К6; Т14К8; Т5К10; Т5К12 (Т – карбид титана,
число после «Т» - процентное содержание карбида титана, К – кобальт, число после «К» - процентное содержание кобальта, остальное - карбиды вольфра-
ма). Эти сплавы характеризуются наибольшими: твердостью, температуро-
стойкостью и износостойкостью; но менее прочны, чем сплавы группы «ВК».
Поэтому они рекомендуются для обработки сталей. В группу вольфрамо-
титано-танталовых твердых сплавов входят: ТТ7К12; ТТ8К6; ТТ30К4;
384
ТТ20К9 (ТТ – карбиды титана и тантала, число после «ТТ» суммарное про-
центное содержание карбидов титана и тантала, К – кобальт, число после «К»
- процентное содержание кобальта, остальное - карбиды вольфрама.). Эти сплавы, по своим показателям, занимают промежуточное место между спла-
вами групп «ВК» и «ТК». Поэтому, они очень эффективны при черновой об-
работке сталей и чугунов, при строгании и фрезеровании. В группу без-
вольфрамовых твердых сплавов входят: КНТ-16 и ТН-20 (Т-карбид титана,
Н-никель, КН - карбонитрид титана, число – суммарное процентное содер-
жание никеля и молибдена, остальное – карбид титана или карбонитрид ти-
тана). Эти сплавы рекомендуются для получистового и чистового точения и фрезерования чугуна, углеродистых сталей и цветных сплавов.
Минералокерамика – инструментальный материал на основе окиси алюминия, обладающий более высокими, чем у твердых сплавов, твердостью и температуростойкостью, но меньшей ударной вязкостью. Поэтому, их ис-
пользуют только для чистовой обточки и расточки деталей из высокопроч-
ных чугунов, закаленных сталей и для резания неметаллических материалов со скоростями до 200 м/мин. Различают: оксидную (белую), оксидно-
карбидную, оксидно-нитридную керамику и керметы. Оксидная керамика полностью состоит из окиси алюминия (марки: ВО13; ВШ-75). Её рекомен-
дуют для чистового и получистового точения нетермообработанных сталей,
серых и ковких чугунов твердостью менее 400НВ. Оксидно-карбидная кера-
мика, кроме окиси алюминия, имеет в своем составе легирующие добавки карбидов хрома, титана, вольфрама и молибдена (В3; ВОК60; ВОК63). Её ре-
комендуют для чистового и получистового точения и фрезерования закален-
ных сталей, отбеленных и серых чугунов, нержавеющих сталей. Оксидно-
нитридная керамика состоит из нитридов кремния и тугоплавких материалов,
включая и окись алюминия (силинит-Р, ОНТ-20). Эта керамика позволяет за-
менить вольфрамосодержащие твердые сплавы при получистовом и чисто-
вом точении различных материалов. При точении закаленных сталей качест-
во обработки соизмеримо со шлифованием. Керметы состоят из окиси алю-
385
миния, химически связанной металлами (железо, никель, титан, цирконий,
хром или молибден) (В3, В4). Керметы рекомендуются для получистового и чистового точения хромоникельмолибденовых сталей твердостью 50…55 HRC со скоростью резания 110…200 м/мин.
При резании металлов применяют: синтетические алмазы и материа-
лы на основе кубического нитрида бора (композиты). Алмаз обладает наи-
большей, из всех известных материалов, твердостью, малыми коэффициен-
тами линейного расширения и трения. Но, он обладает низкой: прочностью на изгиб и ударной вязкостью. Балласы (АБС) применяются для обработки деталей из стеклопластика со скоростями резания 350…450 м/мин. Карбона-
до (АСПК) применяется для обработки алюминиевых и медных сплавов.
Композиты: синтетический материал, по твердости, не уступающий алмазу,
превосходящий его по температуростойкости, и инертный к железу. Выпус-
каются следующие марки: композит 01 (эльбор-Р); композит 02 (белбор);
композит 05 и 5И (исмит); композит 09 (ПТНБ-ИК); композит 10 (гексаго-
нит-р). Основная область применения композитов: чистовое и тонкое точе-
ния и фрезерования закаленных сталей, со скоростями резания 60…120
м/мин; серых и высокопрочных чугунов – 400…1200 м/мин; твердых сплавов
(группы «ВК») – 8…12 м/мин.
4.4. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Современные металлорежущие станки это совершенные рабочие ма-
шины, использующие механические, электрические, электронные, пневмати-
ческие, гидравлические системы для осуществления требуемых движений и управления технологическим циклом. По технологическому назначению,
различают станки токарной, фрезерной, сверлильной и других групп. По сте-
пени универсальности, различают: станки универсальные; широкого приме-
нения; специализированные и специальные. Универсальные станки предна-
значены для выполнения разнообразных работ, используя различные заго-
товки. Станки широкого назначения предназначены для выполнения опреде-
ленных работ, используя заготовки определенных наименований. Специали-
386
зированные станки предназначены для обработки заготовок одного наимено-
вания, но разных размеров (например: обработка зубчатого венца на зубо-
фрезерном станке). Специальные станки выполняют вполне определенный вид работ на одной определенной заготовке. По степени автоматизации, раз-
личают станки с ручным управлением, полуавтоматы, автоматы, станки с программным управлением. По числу главных рабочих органов, различают одно и многошпиндельные станки, одно и многопозиционные станки. По точности, различают станки: нормальной точности (класс «Н»), станки по-
вышенной точности (класс «П»), станки высокой точности (класс «В»), стан-
ки особо высокой точности (класс «А») и особо точные станки (класс «С»).
Современная тенденция к быстрой сменяемости объектов производства требует применения принципов крупносерийного производства при изготов-
лении деталей мелкими и средними сериями. Поэтому в серийном производ-
стве нашли применение станки с управлением рабочим циклом с помощью микропроцессоров (станочный модуль) и гибких автоматизированных произ-
водств (ГАП).
Станочные модули сочетают гибкость (возможность быстрой перена-
ладки станка на изготовление деталей нескольких типоразмеров) с универ-
сальностью (возможность обработки различных типов заготовок) с высоким уровнем автоматизации обработки. Объединение станочных модулей раз-
личного технологического назначения в единую систему с общим управле-
нием технологическим циклом от ЭВМ позволяет получить гибкую произ-
водственную систему.
Основой ГАП являются обрабатывающие центры (ОЦ). ОЦ - станок, с
числовым программным управлением оснащенный магазином режущих ин-
струментов с автооператором (автоматическая рука) для автоматической за-
мены инструмента. Применение ОЦ позволяет последовательно выполнять большое число разных этапов обработки различными инструментами на од-
ном рабочем месте без снятия заготовки со станка. В магазинах современных обрабатывающих центров можно разместить до 300 различных инструмен-
387
тов. Поэтому появилась возможность обрабатывать с четырех – пяти сторон сложные корпусные детали, т.е. на одном рабочем месте превратить заготов-
ку в готовую деталь.
4.5.ЛЕЗВИЙНАЯ ОБРАБОТКА ДЕТАЛЕЙ МАШИН
Влезвийной обработке (зависимости от вида и направления движений резания, вида обработанной поверхности) можно выделить следующие тех-
нологические методы: точение, строгание, сверление, фрезерование, протя-
гивание.
Точение
Точение – лезвийная обработка резанием (ЛОР) цилиндрических и тор-
цевых поверхностей; главное движение – вращательное, придается заготовке или режущему инструменту; движение подачи - прямолинейное или криво-
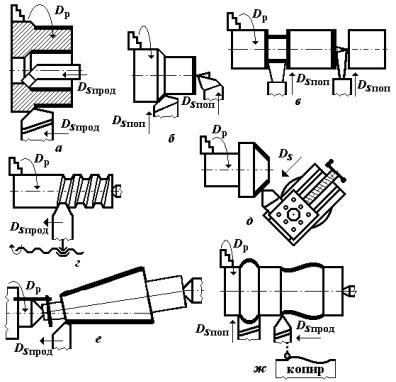
линейное, придается режущему инструменту вдоль, перпендикулярно или под углом к оси вращения (рис. 4.13).
Рис. 4.13. Основные тех-
нологические схемы точе-
ния:
а – продольное точение
(обтачивание и растачива-
ние); б – поперечное точе-
ние (обработка фасок и торцов); в – нарезание ка-
навок и отрезание; г - на-
резание резьбы; д, е – об-
работка конических по-
верхностей; ж – обработ-
ка фасонных поверхностей.
Точением обрабатываются шейки и торцевые поверхности круглых стержней (валов); наружные и внутренние цилиндрические поверхности и
388

торцы дисков; внутренние цилиндрические торцевые поверхности некруглых стержней и корпусных деталей.
Точением можно обрабатывать наружные (обтачивание) и внутренние
(растачивание) цилиндрические поверхности (рис. 4.13, а). В зависимости от направления движения подачи различают: продольное точение (рис. 4.13, а)
(движение подачи направлено вдоль оси вращения заготовки); поперечное точение (рис. 4.13, б, в) (движение подачи направлено перпендикулярно оси вращения заготовки). Точением производят обработку фасок и торцов (рис.
4.13, б), нарезание канавок и отрезание (рис. 4.13, в), нарезание резьбы и вин-
товых поверхностей (рис. 4.13, г), обработку конических (рис. 4.13, д, е) и
фасонных (рис. 4.13, ж), поверхностей.
По виду обрабатываемой поверхности резцы делят на: проходные пря-
мые отогнутые (рис. 4.14, а), проходные упорные (рис. 4.14, б), подрезные
Рис. 4.14. Токарные резцы:
а - проходные прямые ото-
гнутые; б - проходные упор-
ные; в – подрезные; г – кана-
вочные; д – отрезные; е –
резьбовые; ж – расточные; з
- для обработки по копиру; и
– фасонные призматические и круглые.
(рис. 4.14, в), канавочные
(рис. 4.14, г); отрезные (рис.
4.14, д), резьбовые (рис. 4.14, е), для обработки по копиру (рис. 4.14, з), рас-
точные (рис. 4.14, ж), фасонные призматические и круглые (рис. 4.14, и).
По характеру обработки, различают резцы: для чернового, получисто-
вого, чистового точения. По типу инструментального материала и способу
389

его крепления на головке, различают резцы: цельные из углеродистых или из быстрорежущих сталей; с напайной пластинкой из быстрорежущей стали или из твердого сплава; с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала. По виду пластины твердого сплава,
различают резцы; с перетачиваемыми и с неперетачиваемыми пластинами.
Характер базирования и закрепления заготовки в рабочих приспособ-
лениях токарных станков зависит от типа станка, вида обрабатываемой по-
верхности, типа заготовки (вал, диск, кольцо, некруглый стержень …), отно-
шения длины заготовки к ее диаметру, требуемой точности обработки и т.д.
При обработке круглых стержней на универсальных токарных станках чаще всего применяется трех, четырех или шести кулачковые патроны (рис.
4.15).
Рис. 4.15. Токарные па-
троны.
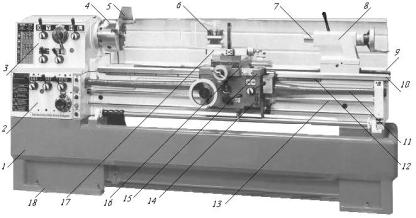
На универсальном токарно-винторезном станке (рис. 4.16) обра-
батывают детали раз-
личных классов (круг-
лые и некруглые стерж-
ни, кольца, диски, кор-
пусные детали). Стани-
на 1 станка - массивная базовая чугунная деталь имеет две тумбы 18: перед-
нюю и заднюю. В передней тумбе установлен главный электродвигатель.
Верхняя часть станины имеет две пары направляющих 9 и 10 для бази-
рования и перемещения подвижных элементов станка. Передняя бабка 3 за-
креплена на левой части станины.
390
В корпусе передней бабки расположена коробка скоростей со шпинде-
лем. На правом резьбовом конце шпинделя устанавливается технологическая оснастка (патрон 4) для базирования и закрепления заготовок. Шпиндель по-
лучает вращение (главное движение Dр) от главного электродвигателя через клиноременную передачу, систему зубчатых колес и муфт, размещенных на валах коробки скоростей. Задняя бабка 8 установлена на правой части стани-
ны с возможностью перемещения по ее внутренним направляющим
Рис. 4.16 Универсаль-
ный токарно-
винторезный станок:
1 – станина; 2 – лицевая панель коробки подач; 3
– передняя бабка; 4 –
патрон; 5 – защитный кожух; 6 – резцедержатель; 7 – пиноль; 8 – задняя баб-
ка; 9, 10 – наружные и внутренние направляющие; 11 – ходовой винт; 12 –
рейка; 13 – ходовой вал; 14 – фартук; 15 - продольные салазки; 16 – попереч-
ные салазки; 17 – поворотные салазки; 18 – тумба.
. Задняя бабка необходима для повышения жесткости закрепления длинных валов. Внутри задней бабки размещается выдвижная пиноль 7, в конусное отверстие которой вставляются различные центра. При обработке длинных валов передний конец заготовки устанавливается в патрон, закрепленный на шпинделе, а задний конец поджимается центром, установленным в пиноли задней бабки. При обработке коротких заготовок, заготовок типа
“некруглый стержень”, или корпусных заготовок в конусное отверстие пино-
ли устанавливается осевой инструмент, что позволяет производить осевую обработку центрального отверстия в заготовке. Движение подачи при этом осуществляется вручную вращением маховика задней бабки. На наружных направляющих станины размещается суппорт, состоящий из резцедержателя
391
6, поворотных 17, поперечных 16 и продольных 15 салазок. В резцедержате-
ле устанавливаются режущие инструменты - токарные резцы. Поворотные салазки установлены с возможностью поворота и фиксации вокруг верти-
кальной оси, что позволяет обрабатывать короткие (до 150 мм) конусные по-
верхности с большими углами конусности (до 45º). При обработке длинных конусных поверхностей с малыми углами конусности (до 5º) смещают ось вращения заготовки, перемещая заднюю бабку перпендикулярно направ-
ляющим станины. Поперечные салазки позволяют придать режущему инст-
рументу движение подачи (Ds) под углом 90 º к оси вращения заготовки (по-
перечная подача). Продольные салазки позволяют придать режущему инст-
рументу движение подачи (Ds) вдоль оси вращения заготовки (продольная подача). Движение подачи осуществляется вручную или автоматически. На передней стенке станины закреплена коробка подач 2, кинематически свя-
занная со шпинделем. Коробка подач передаёт движение на ходовой вал 13 и
ходовой винт 11. Ходовой винт служит для обеспечения автоматической по-
дачи только при нарезании резьбы. Для обеспечения автоматической подачи при других работах служит ходовой вал.
Для обработки партии сложных деталей типа: ступенчатый валик, фла-
нец, кольцо применяют токарно-револьверные станки. В токарно-
револьверном станке несколько режущих инструментов устанавливают в ре-
вольверной головке, что позволяет сократить время на установку и наладку инструментов. Револьверные станки с многогранной револьверной головкой дополнительно оснащены одним или двумя (передним и задним) револьвер-
ными суппортами. Все инструменты, работающие с продольным движением подачи, закрепляются в револьверной головке. Все инструменты, работаю-
щие с поперечным движением подачи, закрепляются в суппортах.
Серийная обработка прутковых заготовок ведется на многошпиндель-
ных прутковых автоматах. На рис. 4.17, а показан шести шпиндельный прут-
ковый автомат параллельного действия. На станине станка установлены две стойки: передняя и задняя. На торце передней стойки установлен шпиндель-
392

ный блок с шестью шпинделями. Автомат одновременно обрабатывает шесть одинаковых заготовок. Обрабатываются только наружные поверхности заго-
товок с поперечным движением подачи суппортов. Прутки базируются и за-
жимаются в цанговых патронах.
Рис. 4.17. Токар-
ные станки:
а - шести шпиндельный прутковый автомат па-
раллельного действия; б
- токарный гидрокопи-
ровальный автомат; 1 –
станина; 2 – передняя бабка; 3 – шпиндель; 4 –
пиноль; 5, 6 - верхняя и нижняя траверсы; в - токарно-карусельный вертикальный двухстоечный ста-
нок: 1, 5 – резцовые головки; 2, 4 – верхние суппорта; 3 – поперечина; 6 – бо-
ковой суппорт; 7 – карусель; 8 – станина.
Обработка ступенчатых валов ведется на, многорезцовых токарных по-
луавтоматах, автоматах или на токарных гидрокопировальных автоматах.
На рис. 4.17, б показан токарный гидрокопировальный автомат. Станок состоит из станины 1, передней бабки 2 с коробкой скоростей и шпинделем
3, верхней 5 и нижней 6 траверс. Задний конец заготовки поддерживается центром, установленным в пиноли 4. По траверсам перемещаются верхний и нижний суппорты. Верхний суппорт имеет только поперечное движение по-
дачи, нижний – только продольное (в гидрокопировальных автоматах, суп-
порт перемещается по копиру, что позволяет обрабатывать сложные ступен-
чатые или фасонные поверхности).
393