

Техпроцессы в машиностроении_лек
.pdfМассивные цилиндрические заготовки с отношением высоты к диамет-
ру 0,3 … 0,4 можно обработать на токарно-карусельных вертикальный одно-
стоечных двухстоечных станках.
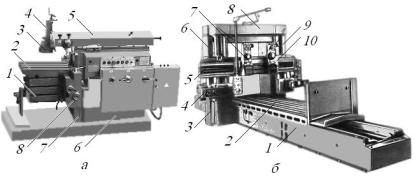
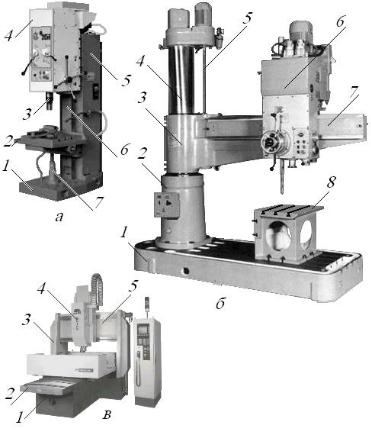
Токарно-карусельный вертикальный двухстоечный станок показан на рис. 4.17, в. Станок состоит из станины 8, двух вертикальных стоек, соеди-
ненных поперечиной 3. На станине установлена карусель 7 с кулачковым па-
троном. По направляющим стоек перемещается траверса 3. По направляю-
щим траверсы перемещаются верхние суппорты 2 и 4. На правой стойке ус-
тановлен боковой суппорт 6.
Строгание и долбление
Строгание и долбление – ЛОР открытых плоских и фасонных, наруж-
ных и внутренних поверхностей; главное движение – прямолинейное, воз-
вратно поступательное, придается режущему инструменту; движение подачи
– дискретное, прямолинейное или криволинейное, придается заготовке в конце обратного хода инструмен-
та.
При строгании (рис. 4.18, а)
главное движение придается ин-
струменту в горизонтальной плоскости. При долблении (рис.
4.18, б) – в вертикальной.
Рис. 4.18. Схемы строгания
(а) и долбления (б): Dр – главное движение резания; Ds – движение
подачи.
Процесс резания при строгании или долблении – прерывистый и уда-
ление материала происходит только при прямом (рабочем) ходе инструмента.
При обратном (холостом) ходе, резец не снимает стружку. Холостой ход
394

обеспечивает охлаждение инструмента. Прерывистый процесс резания опре-
деляет высокие динамические нагрузки на технологическую систему, удар-
ное врезание инструмента в материал заготовки. Поэтому при строгании не применяют высоких скоростей резания и применяют массивные быстроре-
жущие инструменты. Наличие холостых ходов определяет низкую произво-
дительность обработки. При нормировании процесса задают: скорость дви-
жения резания (Vр), скорость обратного (холостого) хода (Vхх) и скорость движения подачи: минутную (Sмин) и на один двойной ход ползуна станка
(S2х).
Режущий строгальный и долбежный инструмент, изготавливается двух типов: резцы строгальные (рис. 4.19) - проходные, прорезные и фасонные;
долбяки - проходные, для шпоночных пазов и специальные.
Рис. 4.19. Строгальный резец.
Обрабатываемые заготовки небольших размеров и простых форм уста-
навливают на станке в тисках. Крупные заготовки и заготовки сложных форм устанавливаются непосредственно на столе, имеющем Т-образные пазы, и
закрепляются: прихватами, призматическими или клиновыми подкладками;
упорами - прижимами. Заготовки с цилиндрическими базирующими элемен-
тами устанавливаются на призмы.
Поперечно-строгальные станки (рис. 4.20, а) применяются в единичном и серийном производстве и во вспомогательных цехах машиностроительных заводов. На них обрабатываются заготовки с длиной обработки не более 1000
мм.
На фундаментной плите установлена станина 6. По вертикальным на-
правляющим 7 станины перемещается траверса 8 с горизонтальными направ-
ляющими, на которых установлены консоль 1 со столом 2.
395
На столе устанавливается заготовка или рабочие приспособления. На верхнем торце станины выполнены горизонтальные направляющие, по кото-
рым перемещается ползун 5. На переднем торце ползуна выполнены верти-
кальные направляющие, по которым перемещается вертикальный суппорт 4 с
качающейся плитой и резцедержателем 3. Вертикальный суппорт можно по-
ворачивать вокруг горизонтальной оси для строгания наклонных плоскостей.
На продольно - строгальных станках (рис. 4.20, б) обрабатывают круп-
ные, тяжелые заготовки. Ход стола у этих станков 1,5…12 м, ширина строга-
ния 0,7…4 м.
Рис. 4.20. Строгальные станки:
а – поперечно-
строгальный; 1 – кон-
соль; 2 – стол; 3 – рез-
цедержатель; 4 – суппорт; 5 – ползун; 6 – станина; 7 – вертикальные направ-
ляющие; 8 – траверса; б - продольно - строгальный станок:
1 – станина; 2 – стол; 3, 9 – стойки; 4 – боковой суппорт; 5 – траверса; 6
–направляющие траверсы; 7, 10 – вертикальные суппорты; 8 – поперечина.
По направляющим станины 1 станка перемещается стол 2, на котором устанавливают заготовки. Портал станка состоит из: левой 3 и правой 9 сто-
ек. Стойки соединены вверху поперечиной 8. По вертикальным направляю-
щим стоек перемещается траверса 5 и каретки боковых суппортов 4. По на-
правляющим 6 траверсы перемещаются левый 7 и правый 10 вертикальные суппорты. Все суппорты могут перемещаться в вертикальном и горизонталь-
ном направлениях и могут быть повернуты в вертикальной плоскости на угол до 60º.
396
Протягивание
Протягивание – ЛОР открытых, плоских и фасонных, внутренних и наружных поверхностей с линейной образующей; главное движение - прямо-
линейное или круговое, придается режущему инструменту; движение подачи отсутствует, возобновление процесса резания обеспечивается подъемом на зуб (Sz). Подъем на зуб – превышение по высоте или по ширине размера ре-
жущей части последующих зубьев над предыдущими. По характеру движе-
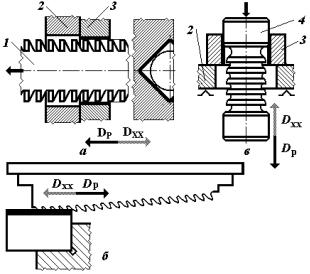
ния режущего инструмента различают: протягивание внутреннее (рис. 4.21,
а) и наружное (рис. 4.21, б) – инструмент вытягивается из отверстия и про-
шивание (рис. 4.21, в) – инструмент проталкивается в отверстие.
Рис. 4.21. Основные схемы протяги-
вания:
а – внутреннее; б – наружное; в –
прошивание; 1 – протяжка; 2 – опор-
ная плита; 3 – заготовка; 4 – прошивка; Dр – движение резания; Dхх – обратный ход.
Протягивание – высокопроизводительный процесс обработки наруж-
ных и внутренних поверхностей, обеспечивающий высокую точность формы и размеров обработанной поверхности. При протягивании профиль обрабо-
танной поверхности копируется профилем режущих зубьев. Поэтому про-
тяжки – узкоспециальный инструмент, применяемый для обработки поверх-
ностей со строго заданными формой и размерами. По характеру обработан-
ной поверхности различают внутренние (рис. 4.22, а) и наружные (рис. 4.22,
б) протяжки.
Внутренние протяжки предназначены для обработки круглых, квадрат-
ных, многогранных и шлицевых отверстий, а также шпоночных и других фи-
гурных пазов. Наружные протяжки (рис. 4.22, б) предназначены для обработ-
397
ки наружных поверхностей, пазов, уступов. Прошивками (рис. 4.22, в) обра-
батывают цилиндрические и фасонные отверстия с целью повышения их точности (зачистка отверстия).
Протягивание – процесс прерывистый. Необходимо возвратно – посту-
пательное движение исполнительного механизма главного движения. Пря-
мой ход – рабочее движение, обратный ход – холостой ход. Инерция масс исполнительного механизма главного движения не позволяет работать на вы-
соких скоростях резания. Обычно принимают скорость резания в пределах от
8 до 15 м/мин.
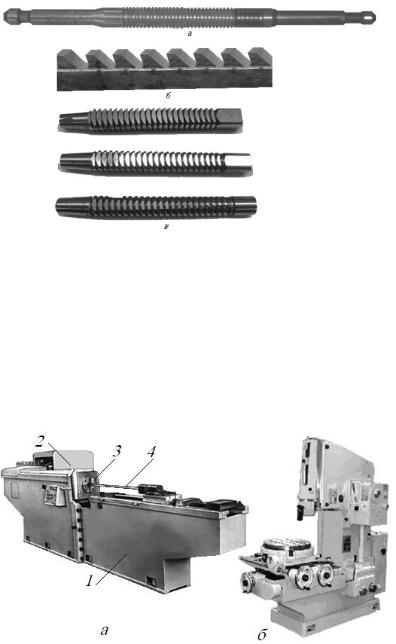
Рис. 4.22. Протяжной режу-
щий инструмент:
а – внутренняя круглая про-
тяжка: б – элемент наружной протяжки; в - комплект прошивок.
Протяжные станки отличаются простотой конструкции и большой же-
сткостью, что объясняется тем, что в станках отсутствует цепь движения по-
дачи. Основной характеристикой протяжного станка является тяговое усилие на штоке и ход штока рабочего цилиндра.
Горизонтально – протяжной станок (рис. 4.23, а) – предназначен для протягивания внутренних поверхностей.
Рис. 4.23. Станки протяж-
ной группы:
а - горизонтально – про-
тяжной станок; 1 – стани-
на; 2 – насосная станция; 3
398
– кронштейн; 4 – заготовка; б – долбежный станок.
На станине 1 размещаются: гидроцилиндр и насосная станция 2. На пе-
реднем конце штока гидроцилиндра установлен захват для захвата переднего
(замкового) конца протяжки 4. Обрабатываема заготовка, опирается на опор-
ную поверхность кронштейна 3. Поступательное движение протяжке сооб-
щается до тех пор, пока она не выйдет из отверстия в заготовке. По оконча-
нии обработки заготовка падает в поддон. Протяжка возвращается в исход-
ное положение и процесс повторяется.
Сверление
Сверление – ЛОР цилиндрических отверстий с прямолинейной обра-
зующей; главное движение – вращательное, придается инструменту; движе-
ние подачи – прямолинейное, придается инструменту вдоль оси его враще-
ния.
Взависимости от вида обработанной и обрабатываемой поверхностей и
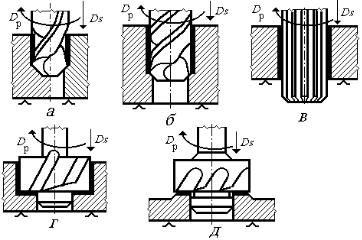
взависимости от качества обработанной поверхности различают: сверление и рассверливание (рис. 4.24, а), зенкерование (рис. 4.24, б), развертывание
(рис. 4.24, в), зенкование (рис. 4.24, г), и цекование (рис. 4.24, д).
Рис. 4.24. Основные схемы сверления:
а – сверление и рассвер-
ливание; б – зенкерование; в – развертывание; г - зенкование;
д – цекование.
Сверлением получают сквозные и глухие отверстия. Рассверливанием увеличивают диаметр ранее просверленного отверстия. Зенкерованием уве-
личивают диаметр отверстия, ранее полученного в заготовке литьем или дав-
399

лением. Развертывание – чистовая операция, обеспечивающая высокую точ-
ность отверстия. Развертыванием обрабатывают цилиндрические и кониче-
ские отверстия после зенкерования или растачивания. Зенкованием обраба-
тывают цилиндрические и конические углубления под головки болтов и вин-
тов. Для обеспечения перпендикулярности и соосности обработанной по-
верхности основному отверстию, режущий инструмент (зенковку) снабжают направляющим цилиндром. Цекованием обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обрабо-
танной торцевой поверхности основному отверстию обеспечивает направ-
ляющий цилиндр режущего инструмента (цековки). Осевой режущий инст-
румент показан на рис. 4.25.
Рис. 4.25. Осевой режущий инструмент:
а – сверло спиральное; б – сверло центровочное; в – сверло перовое; г - свер-
ло кольцевое; д – сверло инжекторное; е – зенкер насадной; ж – зенкер кон-
цевой; з – развертка машинная; и – комплект конических разверток; к - зен-
ковки цилиндрическая и коническая; л – цековка насадная; м – цековка кон-
цевая.
Процесс сверления протекает в более тяжелых условиях, чем точение.
В процессе резания затруднен отвод стружки и подача охлаждающей жидко-
сти в зону резания. Выделяемое при резании тепло, в основном, поглощается режущим инструментом и заготовкой.
400
Особенно это заметно при сверлении отверстий в материалах с низким коэффициентом теплопередачи (пластмассы, бетон). При обработке этих ма-
териалов до 95% выделяемого тепла поглощается сверлом, и если не исполь-
зовать охлаждение, то происходит оплавление режущих кромок сверла. Ско-
рость резания по сечению сверла не постоянна, уменьшается от периферии сверла к его центру. Следовательно, по сравнению с точением, при сверлении увеличены: деформации срезаемого слоя и стружки; трение (пар: сверло – за-
готовка; стружка – сверло; стружка - заготовка).
За скорость резания, при сверлении, принимают окружную скорость наиболее удаленной точки режущего лезвия. При назначении скорости дви-
жения подачи различают подачу минутную (Sм); подачу на оборот (Sо) и по-
дачу на зуб (Sz). Глубина резания: при сверлении отверстия в сплошном ма-
териале равна половине диаметра сверла; при рассверливании, зенкеровании и развертывании – половине разницы между диаметрами обработанного от-
верстия и заготовки. Vр=π Dn/1000; Sм=nSо=nZSz; tc=D/2; tр=(D-d)/2, где: D-
наружный диаметр сверла (диаметр обрабатываемого отверстия), в мм; n -
частота вращения шпинделя станка, в мин-1; d – диаметр отверстия в заготов-
ке, в мм; tc – глубина резания при сверлении, в мм; tр - глубина резания при рассверливании, зенкеровании и развертывании, в мм.
В единичном и мелкосерийном производстве применяются вертикаль-
но – сверлильные станки (рис. 4.26, а). На фундаментной плите 1 станка смонтирована колонна 5. По вертикальным направляющим 6 колонны пере-
мещаются стол 2 и сверлильная головка 4. Установочные перемещения стола осуществляются вручную с помощью винтового домкрата 7.
На верхней плоскости стола устанавливаются рабочие приспособления или заготовка. Вращательное движение инструменту передается от электро-
двигателя, через коробку скоростей и шпиндель 3. Механизмы главного дви-
жения и движения подачи размещены внутри сверлильной головки.
При последовательной обработке нескольких отверстий в массивных или крупногабаритных заготовках применение вертикально-сверлильных
401
станков крайне неудобно т.к. практически невозможно точно совместить ось вращения режущего инструмента с осью обрабатываемого отверстия. Поэто-
му, при обработке таких заготовок применяются радиально-сверлильные станки.
Рис. 4.26. Станки сверлиль-
ной группы:
а - вертикально – сверлиль-
ный станок: 1 – фундамент-
ная плита; 2 – стол; 3 –
шпиндель; 4 – сверлильная головка; 5 – колонна; 6 – вер-
тикальные направляющие; 7
– домкрат; б – радиально – сверлильный; 1 – фундамент-
ная плита; 2 – тумба; 3 –
гильза; 4 – колонна; 5 – вин-
товой механизм; 6 – свер-
лильная головка; 7 – травер-
са; 8 – стол; в - вертикально-сверлильный станок с числовым программным управлением: 1 – станина; 2 – салазки; 3 – стойки; 4 – сверлильная головка; 5
– траверса.
При работе на радиально-сверлильных станках заготовка остается не-
подвижной, а шпиндель с инструментом перемещается относительно заго-
товки и может устанавливаться в требуемой точке горизонтальной плоско-
сти. На фундаментной плите 1 (рис. 4.26, б) закреплена тумба 2 с вертикаль-
ной колонной 4. На колонне установлена гильза 3. Гильза имеет возможность поворота относительно колонны в горизонтальной плоскости на 360º. Тра-
верса 7 закреплена на гильзе с возможностью вертикального перемещения относительно колонны с помощью винтового механизма 5. На траверсе име-
ются горизонтальные направляющие, по которым перемещается сверлильная
402
головка 6. Угловые перемещения траверсы и радиальные перемещения свер-
лильной головки в горизонтальной плоскости позволяют точно установить режущий инструмент относительно оси обрабатываемого отверстия.
В индивидуальном и серийном производстве широко применяют вер-
тикально-сверлильные станки с числовым программным управлением (ЧПУ)
(рис. 4.26, в). По вертикальным направляющим станины 1 перемещаются са-
лазки 6. Стол (закрыт ограждением) перемещается по горизонтальным на-
правляющим салазок. Перемещения стола и салазок осуществляются по про-
грамме, что обеспечивает точное перемещение заготовки относительно ре-
жущего инструмента. По направляющим вертикальной части станины (стой-
ки 3) перемещается траверса 5. Сверлильная головка 4 перемещается по го-
ризонтальным направляющим траверсы. Механизмы главного движения и движения подачи размещены внутри сверлильной головки.
Фрезерование
Фрезерование – ЛОР плоских и фасонных поверхностей с линейной образующей; главное движение – вращательное, придается инструменту;
движение подачи – прямолинейное, поступательное, придается заготовке в направлении как вдоль, так и перпендикулярно оси вращения инструмента.
На универсальных горизонтально – фрезерных станках (ГФС) (ось вращения инструмента - горизонтальна) и вертикально – фрезерных станках
(ВФС) (ось вращения инструмента - вертикальна) обрабатывают: горизон-
тальные, вертикальные и наклонные плоскости; одновременно несколько плоскостей; уступы и пазы (прямолинейные или фасонные); фасонные по-
верхности (рис. 4.27).
Особенностями процесса фрезерования является прерывистый характер процесса резания каждым зубом фрезы и переменность толщины срезаемого слоя. Каждый зуб фрезы участвует в резании только на определенной части оборота фрезы, остальную часть проходит по воздуху, что обеспечивает ох-
лаждение зуба и дробление стружки.
403