

Техпроцессы в машиностроении_лек
.pdfштампа на прессы устанавливают выталкиватели, расположенные в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.
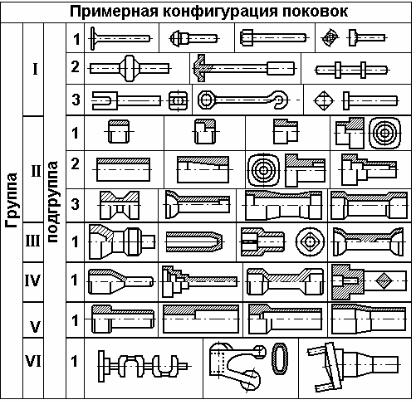
Типовые поковки, штампуемые на КГШП, приведены на рис. 3.45.
Первая группа - осесимметричные поковки, изготовляемые осадкой в торец или осадкой с одновременным выдавливанием. Вторая группа - поковки уд-
линенной формы с небольшой разницей поперечных сечений. Третья группа
- поковки удлиненной формы с значительной разницей сечений с предварительным фасо-
нированием заготовки.
Четвертая группа - по-
ковки с изогнутой осью различной сложности.
Пятая группа - поковки,
получаемые выдавлива-
нием.
Рис. 3.45. Классификация поковок, штампуемых на КГШП.
Горизонтально-ковочная машина (ГКМ) - кривошипный пресс с двумя горизонтальными ползунами. В отличие от КГШП штамп на ГКМ имеет две плоскости разъема и состоит из трех частей: пуансона, неподвижной и под-
вижной матрицы. Штампы составные, с рабочими вставками. ГКМ приспо-
соблена к механизации и автоматизации процесса. При массовом производ-
стве мелких поковок применяют горизонтально-ковочные автоматы.
Штамповка производится в один или несколько переходов в отдельных ручьях. На примере наиболее часто применяемой операции высадки рассмот-
рим последовательность процесса (рис. 3.46).
354
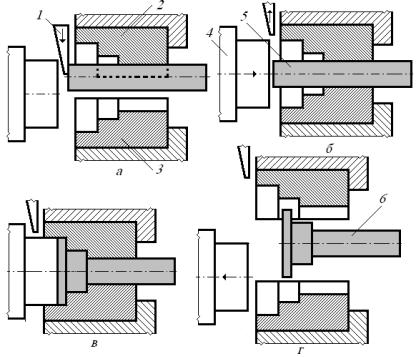
Вначале пруток нагретым концом укладывают в неподвижную матри-
цу, положение прутка фиксирует упор (рис. 3.46, а). Далее подвижная часть матрицы приближается к неподвижной, зажимает пруток и образует полость штампа, упор автоматически уходит в сторону (рис. 3.46, б).
Рис. 3.46. После-
довательность штам-
повки на ГКМ:
а – подача заготовки в штамп до упора; б – за-
крытие полости штам-
па; в - высадка заготов-
ки; г – удаление поков-
ки из штампа; 1 – упор;
2, 3 – штамп, 4 – пуан-
сон, 5 – заготовка, 6 –
поковка.
При движении пуансона высадкой заполняется полость штампа (рис. 3.46, в).
Происходит обратный ход пуансона, части матрицы разжимаются (рис. 3.46,
г) и заготовка удаляется из полости штампа, либо передается в следующий ручей. Кроме высадки, на ГКМ осуществляют прошивку, выдавливание сплошных и полых тел и др. Варианты типовых поковок, штампуемых на ГКМ, приведены на рис. 3.47.
Для штамповки особо крупных поковок, поковок из малопластичных металлов и сплавов, а также для операций с большим ходом инструмента применяют гидравлические прессы. Принцип работы штамповочных прес-
сов, такой же, как и у ковочных. Прессы имеют выталкиватели для удаления поковок из штампа. Штамповкой на гидравлических прессах получают круп-
ные рычаги, фланцы, зубчатые колеса, полые корпуса, диски железнодорож-
355
ных колес, крупные коленчатые валы, днища резервуаров, гребные винты,
ребристые панели, стабилизаторы, корпусные детали самолетов и ракет.
Рис. 3.47. Типовые по-
ковки, получаемые на ГКМ.
Освоено произ-
водство быстроход-
ных гидравлических штамповочных прес-
сов, в которых разни-
ца в числе ходов, по сравнению с механи-
ческими прессами,
уменьшилась до 2,5 ... 5 раз. Применяют также гидравлические штамповоч-
ные прессы двойного действия, у которых, кроме рабочих цилиндров, распо-
ложенных на неподвижной траверсе, имеются рабочие цилиндры, плунжеры которых имеют горизонтальное перемещение, а оси их совпадают с осями разъема.
3.9. Холодная и полугорячая объемная штамповка
Холодная объёмная штамповка (ХОШ) - это способ получения в штам-
пах заготовок и деталей из сортового проката и прессованных прутков, осно-
ванный на процессе холодной деформации.
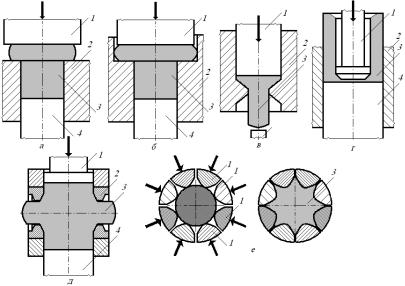
Основные операции ХОШ: высадка открытая (рис. 3.48, а) и закрытая
(рис. 3.48, б), выдавливание и вдавливание. Высадку применяют для получе-
ния ступенчатых деталей с образованием фланцев и других местных утолще-
ний, для набора металла для последующей штамповки. На процессе высадки основано производство крепёжных деталей (болтов, винтов, заклёпок, гвоз-
356
дей и т. п.), шаровых пальцев автомобилей и других деталей с шаровой го-
ловкой, штуцеров и т. п.
При ХОШ применяют все виды выдавливания, в том числе: прямое
(рис. 3.48, в), обратное (рис. 3.48, г.), комбинированное (рис. 3.48, д), попе-
речное (рис. 3.48, е), радиальное (рис. 3.48, ж).
При прямом выдавливании сплошного стержня невыдавленная часть заготовки имеет поперечное сечение в виде круга или многоугольника. Вы-
давленная часть в виде круга, многоугольника или сложного профиля. При-
меняется для получения болтов, гаек, ступенчатых валов, деталей со шлица-
ми и продольными канавками. Выдавленная часть может иметь переменное сечение (детали с отростками, бобышками и др.).
При обратном выдавливании внешний и внутренний контуры попереч-
ного сечения штампованной заготовки имеют форму круга, многоугольника или их сочетания. Применяют для получения гильз, колпачков, стаканов и других полых, трубчатых деталей, а также для получения полых и трубчатых заготовок для прямого и обратного выдавливания.
Рис. 3.48. Операции холодной объемной штамповки:
а – открытая высадка; б –
закрытая высадка; в –
прямое выдавливание; г –
обратное выдавливание;
д – комбинированное выдавливание; е - попе-
речное выдавливание; ж – радиальное выдавливание; 1 - пуансон; 2 – матри-
ца; 3 – поковка; 4 – выталкиватель.
При поперечном выдавливании металл выдавливается из полости мат-
рицы через калибрующее очко под некоторым углом (обычно 90°) к направ-
лению движения пуансона. Трение металла о стенки матрицы аналогично
357
прямому выдавливанию. Область применения: производство шестерен, звёз-
дочек, крестовин и других деталей с наружными и внутренними отростками.
При комбинированном выдавливании сочетаются различные виды вы-
давливания (прямое выдавливание сплошного стержня + обратное выдавли-
вание полого стержня, поперечное выдавливание + обратное выдавливание полого стержня и др.), что позволяет сократить технологический цикл при производстве сложных по форме деталей и существенно снизить нагрузки на инструмент. Радиальным выдавливанием получают звёздочки, шестерни.
Прошивку и вдавливание широко применяют для получения полостей пресс-форм и штампов. В этом случае в заготовку вдавливается мастер-
пуансон, соответствующий по форме и размеру необходимой полости пресс-
формы или штампа.
Из вышеперечисленных операций ХОШ наибольшее значение в техни-
ке имеют выдавливание и высадка.
Основной характерной особенностью процессов ХОШ являются высо-
кие давления на штамповочный инструмент (2,5 ГПа и более), при которых он имеет низкую стойкость. В связи с этим рекомендуется подвергать ХОШ металлы с относительно низким сопротивлением деформации (алюминий,
медь, никель, алюминиевые и медные сплавы, низкоуглеродистые и малоле-
гированные стали).
При массовом производстве крепёжных и других ступенчатых деталей диаметром до 30... 35 мм (рис. 3.49), в качестве штамповочных машинприме-
няют одно и многопозиционные автоматы, являющиеся механическими прессами специальной конструкции. Производительность автоматов достига-
ет 100 штук деталей в минуту и более.
При серийном производстве деталей диаметром до 100 мм, получаемых выдавливанием, применяют кривошипные прессы для холодного выдавлива-
ния с номинальным усилием до 30 МН. Отличительной особенностью таких прессов является их высокая жёсткость, допустимость номинального усилия
358

на большой длине хода ползуна, длинные направляющие ползуна, усиленные и надёжно работающие выталкиватели.
Штамповку более крупных дета-
лей диаметром до 150 мм и длиной бо-
лее трёх диаметров осуществляют на гидравлических прессах для холодного выдавливания с номинальным усилием до 60 МН.
Рис. 3.49. Примеры операций ХОШ:
а – последовательность изготовления поковки шарового пальца; б, г – после-
довательность изготовления поковки болта; в – последовательность изготов-
ления поковки гайки.
Холодная объёмная штамповка -
один из наиболее прогрессивных мето-
дов производства ступенчатых и полых заготовок и деталей из цветных металлов и сплавов, углеродистых и легиро-
ванных сталей.
Холодная объёмная штамповка, в том числе холодное выдавливание и высадка, широко применяются при производстве деталей диаметром до 50-
100 мм и массой до 6 … 10 кг.
Взаготовительном производстве машиностроительных заводов наряду
сХОШ применяют полугорячую объёмную штамповку (ПГОШ). Примене-
ние ПГОШ при оптимальном термомеханическом режиме позволяет снизить давление на пуансон при выдавливании в 2,5 ... 4 раза по сравнению с ХОШ.
Температуру нагрева выбирают в интервале 650 … 750° С, температуру
359
окончания с учётом тепловыделений при пластической деформации, не ниже
500° С.
Как правило, ПГОШ применяют так же, как и ХОШ, для получения осесимметричных деталей. Весьма ограниченно изготавливают поковки от-
носительно простой формы в открытых штампах. Переход на ПГОШ позво-
ляет увеличить верхний предел массы и габаритных размеров поковок, по сравнению с ХОШ.
3.10. Листовая штамповка
Листовая штамповка - способ изготовления плоских и полых изделий из полос, листов и лент с помощью штампов.
Получаемые листовой штамповкой детали весьма разнообразны по форме и размерам. Они могут быть плоскими и пространственными с разме-
рами от долей миллиметра до нескольких метров, поэтому листовая штам-
повка получила широкое распространение практически во всех отраслях промышленности.
Листовой штамповке подвергают углеродистые и легированные стали,
никель, медь, алюминий, цинк и их сплавы. Основным исходным материалом является тонколистовой прокат из низкоуглеродистой стали. При толщине листа до 10 … 15 мм штамповка производится в холодном состоянии.
При штамповке сложных по форме деталей, деталей с глубокими по-
лостями, исходный прокат должен обладать высокой пластичностью, интен-
сивным упрочнением при холодной деформации, мелкозернистой структурой с заданной величиной зерна, равномерностью толщины и механических свойств вдоль и поперек проката.
Стальной прокат из низкоуглеродистой стали для штамповки крупно-
габаритных деталей сложной формы (таких, например, как детали кузова ав-
томобиля) должен содержать весьма ограниченное количество примесей азо-
та, фосфора, серы, кремния и не должен давать при испытании на растяжение
360
площадку текучести. Прокатка листа должна производиться из слитков, по-
лученных непрерывным литьем.
Все разнообразные по размерам и конфигурации изделия, получаемые листовой штамповкой, изготавливают, применяя последовательно или совме-
стно отдельные элементарные операции. Все операции листовой штамповки делятся на разделительные и формоизменяющие. В разделительных операци-
ях одна часть материала заготовки полностью или частично отделяется от другой. Формоизменяющие операции связаны с получением заданной формы и размеров пластической деформацией без разрушения. К разделительным операциям относятся отрезка, вырубка, пробивка и др. К формоизменяющим операциям относятся гибка, вытяжка, формовка, обжим, отбортовка и др.
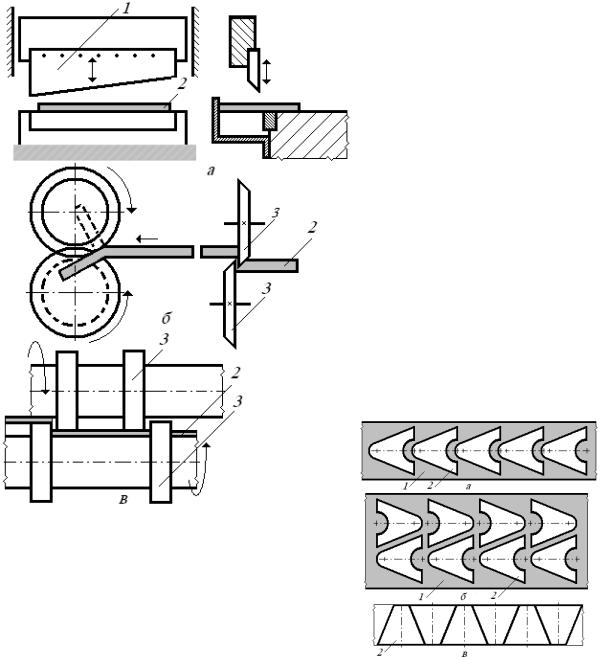
Отрезка - отделение части заготовки по незамкнутому контуру: по прямой, ломанной или кривой линии. Для отрезки поперек применяют гильо-
тинные ножницы с параллельными ножами с верхним наклонным ножом
(рис. 3.50, а). Для отрезки вдоль проката (ленты, реже листа) на заданную ширину с необходимым количеством «ремней» (две пары дисков и более) -
дисковые ножницы (рис. 3.50, б, в), а также вибрационные ножницы. Отрез-
кой обычно получают заготовки для последующей штамповки.
Расход материала на изделие зависит от принятого типа раскроя. Рас-
кроем называют способ расположения заготовок по площади исходного про-
ката. Выбор вида и способа раскроя зависит, главным образом, от формы не-
обходимых заготовок (рис. 3.51). Раскрой может быть с технологическими отходами (рис. 3.51, а, б) и малоотходным (рис. 3.51, в).
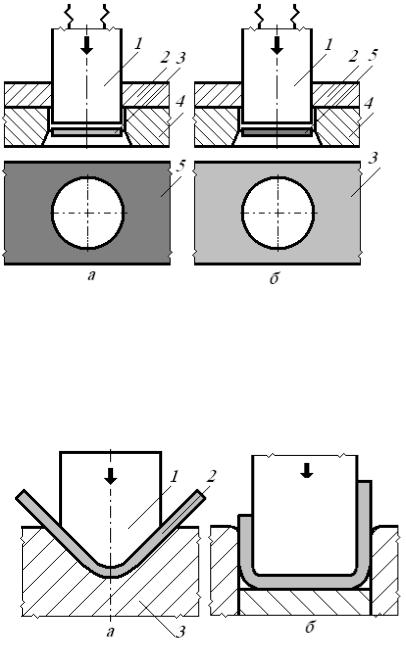
Вырубка и пробивка (рис. 3.52) - отделение части заготовки по замкну-
тому контуру (окружности, эллипсу, прямоугольнику, квадрату, шестиуголь-
нику и др.).
При вырубке отделяемая часть - заготовка для штамповки или изделие.
При пробивке отделяемая часть - отход, т.е. данная операция, исполь-
зуется для получения отверстия заданного контура.
361
Процесс отделения происходит в четыре стадии: 1 - в зазоре между пу-
ансоном 1 и матрицей 4 происходит изгиб заготовки и пуансон вдавливает отделяемую часть в матрицу; 2 - пластический сдвиг (без разрушения метал-
ла); 3 - со стороны режущих кромок матрицы и пуансона в заготовке появ-
ляются трещины (пластичность металла исчерпана); 4 - трещины развивают-
ся, встречаются, и происходит разделение.
Рис. 3.50. Отрезка на ножницах:
а – гильотинных; б, в – диско-
вых; 1 – плоский нож; 2 – разре-
заемый лист; 3 – дисковый нож.
Рис. 3.51. Раскрой плоского проката:
а, б – раскрой с технологическими отхода-
ми; в – малоотходный раскрой; 1 – отход; 2 – изделие.
362
Для правильного наклона трещин, образующих единую прямую, необ-
ходим оптимальный зазор, значение которого зависит от толщины, физиче-
ской природы и состояния (деформированное, термообработанное) металла.
Зазор между пуансоном и матрицей при вырубке берется за счет уменьшения диаметра пуансона, при пробивке - за счет увеличения рабочего отверстия матрицы. Вырубку и пробивку производят в штампах, установленных на ме-
ханических (реже гидравлических) прессах.
Рис. 3.52. Схема процессов вырубки (а) и пробивки (б):
1 – пуансон; 2 – прижим; 3 –
изделие; 4 – матрица; 5 – от-
ход.
Если необходимо полу-
чить разделение пластиче-
ским сдвигом без разрушения и искажения отделяемой части при вырубке или отверстия при пробивке, применяют штампы специальной конструкции
(например, вырубка готовых звездочек велосипеда).
Гибка (рис. 3.53) - изменение направления оси заготовки.
Рис. 3.53. Гибка:
а – одноугловая, б – двух-
угловая; 1 – пуансон; 2 –
изделие; 3 – матрица.
При листовой штам-
повке гибка обычно производится в холодном состоянии. Особенность гибки холодного металла заключается в его значительном пружинении. Угол гиба
363