

Обладнання для подрібнення м’яса вовчки
1.1. Одношнековий вовчок
Приклад одношнекового вовчка представлений на рис. 3

а)

б)
Рис. 3. Загальний вигляд вовчка К6-ФВП-120 (а) та ріжучого механізму (б): 1 - робочий циліндр; 2 - шнек; 3 ріжучий механізм; 4 - бункер; 5 - щиток; 6 - редуктор; 7 - ковпачковий змащувач; 8 - клинопасова передача; 9 - двигун; 10 - корпус.
Вовчок мас бункер, куди надходить сировина. Далі підживлюючим, а потім робочим шнеком сировина подається в робочу камеру до ріжучого механізму. Робочий циліндр вовчка має циліндричну або конічну форму. Нарізка спіралі шнека може бути з постійним кроком або з перемінним, що зменшується в напрямку руху продукту. Внутрішня поверхня циліндра вовчка рифлена. Це необхідно для того, шоб сировина не оберталась зі шнеком, а перемішувалась до ножового механізму продавлюється шнеком через нерухому решітку і зрізується ножем, що обертається і лезо якого притиснуте до решітки. Найчастіше використовуються ножі хрестоподібної форми з однобічною або двобічною ріжучою кромками. Решітки застосовують з різними діаметрами отворів, які визначають ступінь подрібнення. Діаметр решітки складає 2,25 мм. Діаметр решітки є основною характеристикою вовчка становить (80, 300) мм.
Кінематична схема одно шнекового вовчка К6-ФВП-120 представлено на рис. 4.

Рис. 4. Кінематична схема вовчка К6 – ФМП – 2 – 120:
1 – електродвигун; 2 – шків приводний; 3 – шків ведений; 4 – передача клинопасова; 5, 6, 7, 8 – колеса зубчасті циліндричні; 9, 10 – передачі циліндричні; 11 – шнек допоміжний; 12 – шнек робочий; I, II, III, IV – вали.
1.2. Двошнековий вовчок
Приклад двошнекового вовчка представлений на рис. 4
Ріжучий механізм може мати декілька площин різання шляхом послідовного набору решіток і ножів. Причому діаметр отворів решіток зменшується у напрямку руху продукту. Пропускна спроможність кожної ріжучої пари повинна бути однакова.
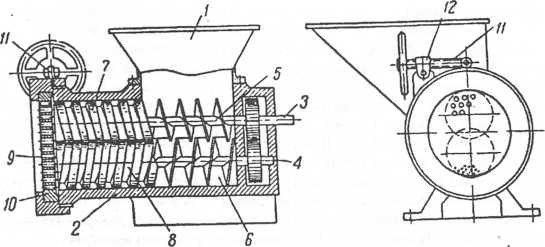
Рис. 4. Двошнековий прес для подрібнення м’якої пружно-пластичної сировини: 1 — горловина; 2 — циліндр; 3, 4 — вали; 5, 6 — шнеки подачі; 7, 8 - пресувальні гвинти; 9 — тонка пластина; 10 — плити; 11 — гвинт, що регулює величину зазору; 12 — гайка, що притискає пластину.
Подрібнення проходить послідовно від більших розмірів до менших без зайвих витрат енергії і зниження продуктивності. Це значно покращує ступінь подрібнення.
Частота обертання робочого шнека коливається в межах 100...300 об/хв. Продуктивність вовчка лімітується продуктивністю ріжучого механізму. Тому в останніх конструкціях вовчків збільшують число обертів ножів відносно шнека. Це означає, що в цих конструкціях ножовий механізм і шнек мають індивідуальні приводи.
2. Експлуатація вовчків
Вовчки встановлюють на фундамент або віброопори. Після вирівняння вовчка проводять ревізію його вузлів, відкривають задній щиток, відвертають спускну пробку і виливають залишки мастила з редуктора. Нове мастило заливають в редуктор згідно карті змащення.
Потім короткочасними пусками перевіряють правильність обертання шкиву електродвигуна, попередньо знявши клинові паси. Напрямок обертання шкиву, електродвигуна повинно бути проти годинникової стрілки, якщо дивитись з боку шківа при знятому зі станини щіткові. Перед випробуванням на холостому ходу надівають клинові паси і регулюють їх натяг.
Ревізії підлягає ножовий механізм вовчка і робочий шнек. Шейки шнеків і ріжучий механізм при збиранні змащують харчовим жиром. Потім, прокручуючи вал електродвигуна за паси вручну, визначають легкість обертання на холостому ходу. Запобігають зайвих холостих ходів при відсутності в ножовому механізмі змазки або подрібнюючої сировини, так як робота на «сухих» ножах приводить до їх передчасному затупленню. При роботі під навантаженням слідкують за тим, щоб разом з м’ясом в машину не потрапляли куску кісток і інші предмети, що регулюють роботу ріжучого механізму.
Значне затягування гайки на вовчках приводить до заклинювання двостороннього ножа між площинами сіток і може викликати поломку машини. Зайвий зазор лезами хрестоподібного ножа і плоскостями сіток погіршує умови різання, знижує якість подрібненої сировини і збільшує споживану потужність. Лези ножів повинні щільно прилягати до площини ножових сіток.
До початку роботи під навантаженням поверхні вовчка, що дотикаються з перероблюваною сировиною (чаша, корпус, робочий шнек, нагнітальні шнеки, ножі, решітки, гайка-маховик циліндра) підлягають санітарній обробці миють гарячою водою і стерилізують кип’ятком. Потім всі поверхні помитих деталей, протирають насухо, сушать і змащують тонким шаром несолоного харчового жиру.
Таблиця 1
Несправності, причини та способи усунення при експлуатації вовчка
|
Несправність |
Причина |
Спосіб усунення |
|
Електродвигун нагрівається і часом зупиняється |
Недостатня потужність електродвигуна, надто велика частота обертання і подача м’яса |
Замінити електродвигун, зменшити частоту обертання за рахунок заміни шківа, зменшити подачу м’яса |
|
Шнек погано подає м'ясо воно виштовхується |
Занадто великий зазор між шнеком і внутрішньою стінкою робочого циліндру або невелика пропускна спроможність ріжучого механізму в порівнянні з подачею шнека |
Наварити або напаяти витки шнека або встановити нові ребра в робочий циліндр так, щоб зазор був не менше 0,3 – 0,4 мм, замінити ножі, сітки і збільшити їх набір |
|
Продукт погано подрібнюється, м'ясо мнеться і сильно нагрівається |
Неправильно зібраний ріжучий механізм |
Розібрати ріжучий механізм, перевірити та усунути дефекти збирання |
|
Затупились ножі та зношені решітки |
Заточити ножі і відшліфувати решітки | |
|
Решітки забились продуктами, жилками і плівками |
Розібрати ріжучий механізм, прочистити решітку від продукту | |
|
В циліндр попадає змащувальне мастило |
Несправний сальник вала шнека |
Розібрати сальник, замінити ущільнення |
|
Вовчок не дає потрібної продуктивності |
Недостатній натяг передачі або обірвались окремі паси |
Зняти кожух, перевірити цілісність і натяг пасів, замінити лопнуті паси |