

Тема. 5. Контрольні карти кількісних та альтернативних ознак якості Питання для обговорення на практичному занятті і самостійної підготовки:
Контрольні карти середніх значень
Контрольні карти індивідуальних спостережень
Контрольні карти частки невідповідностей
Контрольні карти числа дефектів і невідповідностей
Література: 1; 7.
Діяльність будь-якої фірми можливо представити як сукупність певних операцій - процесів. Процес можливо розглядати як дію, під час якої зростає цінність створюваного продукту. Якість продукту, який виробляє фірма залежить від якості її процесів. Тому, якщо організація зацікавлена у створенні якісного продукту (товару чи послуги), вона повинна управляти якістю своїх процесів. Ефективне управління процесами можливе лише на основі рішень, прийнятих із врахуванням дійсних фактів, і враховуючи їх кількісну оцінку.
Для того, щоб здійснити кількісну оцінку будь-якого процесу, потрібно провести вимірювання за однією чи кількома певними ознаками кожної одиниці результату процесу. Кожна одиниця результату процесу - виріб чи надана послуга, може бути охарактеризована за значною кількістю ознак, що відображають різні властивості якості. Тому для виміру доцільно обирати ті ознаки, які є найбільш важливими для споживачів результатів процесу. Останні можуть бути як кінцевими споживачами продукту, створеного організацією, так і іншими підрозділами цієї ж фірми.
На практиці вимір кожної одиниці результату процесу часто є неможливим, тому кількісна характеристика процесу здійснюються на основі вибіркової оцінки кількох спостережених одиниць, що є виходом процесу, після чого отримані результати розповсюджуються на параметри всіх одиниць створених продуктів.
Контрольна карта представляє собою графічний засіб оцінки певної ознаки якості, виміряні значення якої наносяться на графік відповідно до порядку отримання у часі. Графік контрольної карти складається з вертикальної вісі, на яку наносять масштаб ознаки якості, що досліджується, та горизонтальної вісі, яка характеризує послідовність отриманих даних. На графіку знаходиться центральна лінія, яка відповідає середньому значенню ознаки якості і двох ліній, які мають назви меж регулювання, верхньої (BMP) та нижньої (НМР). В світовій, навіть не тільки англомовній, літературі вживається позначення UCL для верхньої та LCL для нижньої межі регулювання. Ці скорочення походять від термінів Upper Control Limit та Lower Control Limit, відповідно. Можливі варіанти перекладів як "верхня чи нижня контрольна межа" або "межа управління". Термін "межа регулювання", який обрано у вітчизняному стандарті є дещо застарілим, оскільки вживається саме у контексті регулювання технологічних процесів, в той час, як сучасний підхід розглядає управління процесами з точки зору використання контрольних карт як засобу діагностики стану процесу та моніторингу стосовно появи можливих змін, тобто ширшому розумінні, ніж просто критерій прийняття рішення про необхідність регулювання процесу. Галузь застосування контрольних карт також стосується всіх можливих процесів організації. Але враховуючи традицію застосування цього поняття у вітчизняній літературі, і враховуючи, що регулювання може розглядатися як складова частина управління, в подальшому будемо вживати цей термін і його позначення як BMP, НМР в український транскрипції або UCL, LCL в загальносвітових.
Проведення вибіркових спостережень за станом процесу вимагає використання певних ресурсів. Визначення частоти здійснення вибірок є важливим елементом при оцінюванні економічного впливу альфа і бета-ризиків. Це важливіше для цілей приймального процесу, ніж для визначення того, чи існує стан статистичного контролю. Праці, розроблені з цих питань, дають різні спеціальні рекомендації щодо вибору економічно ефективних контрольних карт. Спеціальні рекомендацій щодо обсягу і частоти вибірок наведені в окремих стандартах по застосуванню контрольних карт. Загальною настановою є те, що на початкових стадіях застосування контрольної карти бажано якнайшвидше дійти висновку про стан стабільності процесу за рахунок більш частого здійснення вибірок. По мірі того, як процес стабілізується і стає зрозумілою його історія, частота вибірок може зменшуватися. Більші вибірки можуть бути корисними для визначення малих змін у рівні процесу, проте більш часті менші вибірки можуть бути корисними для швидкого визначення значних за розміром змін.
Визначення сигналів контрольних карт здійснюється на основі візуальної оцінки розташування значень, нанесених на карту відносно одне одного і меж регулювання. Найчастіше про наявність особливих причин свідчить наявність точок за межами регулювання, і це завжди є основним сигналом, який подає карта.
Було досліджено різні ситуації, які виникають під час виробничих процесів, і відповідні їм випадки взаємного розташування точок на карті. До цього було визначено ситуації, ймовірність виникнення яких приблизно дорівнює ймовірності появи точки за межами регулювання (тобто рідкої події), і ці результати досліджень стали основними тестами перевірки процесів на наявність особливих причин .
На контрольній карті виділяють 3 зони, які називаються А, В, С, і які обмежуються відстанню від центральної лінії:
зона С— ±1σ від центральної лінії;
зона В — ± 2 σ від центральної лінії;
зона А — ± 3 σ від центральної лінії.
Можливі наступні варіанти результатів процесу:
1. Існування лише випадкових причин варіації, в цьому випадку процес є статистично стабільним, на контрольній карті при цьому немає ніяких сигналів.
2. Внаслідок дії особливих причин змінилася тільки центрованість процесу, тобто середнє значення певної кількості спостережень. Контрольна карта середніх значень подає відповідний сигнал.
3. Внаслідок дії особливих причин змінилася тільки варіація процесу, відповідна контрольна карта подає сигнали.
4. Внаслідок дії особливих причин змінилася як середня, так і варіація процесу. Контрольні карти подають сигнал виходу з стану статистичного контролю.
Кількісні ознаки складаються з виміру таких показників, як вага, довжина, розмір, температура, час та інші. Вони містять більше інформації ніж атрибутивні дані і тому карти, які використовують кількісні ознаки, є більш інформативними, ніж контрольні карти атрибутивних ознак.
Контрольні карти кількісних ознак дають можливість відстежувати стабільність центру розподілу значень ознаки процесу (центрованість процесу) і його варіації (розсіювання індивідуальних значень відносно середньої процесу).
Для
реалізації першої
мети
використовують
контрольні карти: середніх значень
![]() ;
медіан
Me.
Для
реалізації другої мети застосовують
контрольні карти: розмахів варіації R;
середніх
квадратичних відхилень S.
;
медіан
Me.
Для
реалізації другої мети застосовують
контрольні карти: розмахів варіації R;
середніх
квадратичних відхилень S.
Зазвичай, використовують не одну карту, а пару карт, сконструйованих на основі одного масиву даних, що дає можливість одночасно оцінити розміщення та варіацію процесу.
Контрольна карта середніх значень та розмахів є найбільш використовуваним типом карт. Це пов'язане з відносною простотою визначення середнього квадратичного відхилення процесу, яке оцінюється на основі вибіркових розмахів варіації.
Контрольні карти для атрибутивних ознак створюються для процесів, кількісну характеристику яким можливо надати шляхом підрахунку числа об'єктів в загальній сукупності, що відповідають певним умовам. Найбільш розповсюдженою характеристикою є число дефектних виробів у партії виготовленої продукції. В основі можливих значень такої кількості невідповідних виробів лежить біноміальний закон розподілу чи закон розподілу Пуасона.
Розробка контрольної карти для частки невідповідностей починається з визначення частки невідповідних виробів у кожній вибірковій партії. Частка невідповідностей визначається як відношення числа невідповідних елементів чи виробів у сукупності до загального числа елементів (виробів) сукупності. Вироби можуть мати кілька ознак якості, за якими вони оцінюються, одночасно. Якщо виріб не відповідає вимогам за однією чи кількома ознаками, він визначається як невідповідний. Звичайно частка невідповідностей визначається у сотих долях від цілого, але іноді корисним є її представлення у відсотках. Таким чином, для кожної дослідженої вибірки продукції обсягом п одиниць можливо визначити вибіркову частку числа невідповідних виробів d як:
![]()
Контрольна карта часток невідповідностей для певного процесу створюється на основі загальної середньої частки невідповідних виробів, яка приймається в якості центральної лінії контрольної карти:
де d - кількість невідповідних виробів у партії і, ni — обсяг партії і, к - кількість досліджених партій виробів.
Таким чином, середня частка невідповідних виробів визначається як відношення загальної кількості невідповідних виробів до загальної кількості перевірених виробів.
Приклад
8. Створення
![]() -карти
і R-карти,
коли стандартні значення задані.
-карти
і R-карти,
коли стандартні значення задані.
Менеджер з виробництва організації чайного імпортера бажає проконтролювати процес пакування так, щоб середня вага пакетика складала 100,6 гр. Очікуване стандартне відхилення процесу складає 1,4 гр., що ґрунтується на подібному процесі пакування.
Оскільки стандартні значення задані (Х0 = 100,6; σ0 = 1,4), відразу ж можливо побудувати контрольні карти для середніх і розмаху, використовуючи формули для меж регулювання контрольних карт та коефіцієнти A, d2, D2 і D3 для обсягу вибірок п = 5.
Параметри - карти:
Центральна лінія =X0=100,6 гр.;
BMP = Х0+Aσ0 = 100,6 + (1,342·1,4) = 102,5 гр.;
HMP -Хо - Aσ0 = 100,6- (1,342·1,4) = 98,7 гр.
Параметри R-карти:
Центральна лінія = d2 σ0 =2,326 ·1,4 = 3,3 (гр.);
BMP = D2σ0=4,918·1,4=6,9 гр.;
HMP = D1σ0 = 0·1,4=0.
Оскільки обсяг вибірок п менше, ніж 7 одиниць, то і D1 = 0, і НMP не буде зображена.
З процесу пакування обрані двадцять п'ять вибірок обсягом у 5 пакетиків: для кожної з них обчислюються середні і значення розмаху, які наносяться на контрольну карту з обчисленими вище межами регулювання:
Підгрупа № |
Середнє підгрупи |
Розмах підгрупи R |
|
|
100.6 |
3.4 |
|
|
101.3 |
4.0 |
|
|
99.6 |
2.2 |
|
|
100.5 |
4.5 |
|
|
99.9 |
4.8 |
|
|
99.5 |
3.8 |
|
|
100.4 |
4.1 |
|
|
100.5 |
1.7 |
|
|
101.1 |
2.2 |
|
|
100.3 |
4.6 |
|
|
100.1 |
5.0 |
|
|
99.6 |
6.1 |
|
|
99.2 |
3.5 |
|
|
99.4 |
5.1 |
|
|
99.4 |
4.5 |
|
|
99.6 |
4.1 |
|
|
99.3 |
4.7 |
|
|
99.9 |
5.0 |
|
|
100.5 |
3.9 |
|
|
99.5 |
4.7 |
|
|
100.1 |
4.6 |
|
|
100.4 |
4.4 |
|
|
101.1 |
4.9 |
|
|
99.9 |
4.7 |
|
|
99.7 |
3.4 |
|
|
|
|
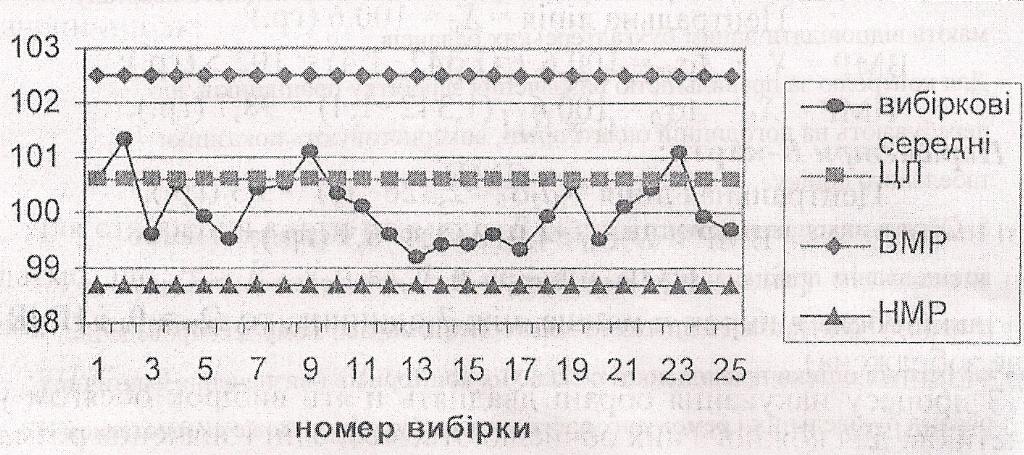
Рис.1. Контрольна карта середніх значень і розмахів варіації
Висновок: карти, зображені на рис.1., вказують на те, що процес -- за межами контролю на бажаному рівні. Це пов'язане з тим, що існує послідовність з 13 точок нижче центральної лінії на -карті та 16 точок вище центральної лінії на R-карті. Причину такої довгої серії низьких значень середніх оцінок слід розслідувати та вилучити.