

Глава XVII
ПРОТЯЖНЫЕ СТАНКИ
§ 1. Назначение и типы протяжных станков
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. На рис. 104 приведены некоторые контуры поверхностей, обрабатываемых на протяжных станках. Протяжные станки делятся по следующим признакам: а) по назначению — для внутреннего и наружного протягивания; б) по степени универсальности — на станки общего назначения и специальные; в) по направлению и характеру рабочего движения - на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки; г) по количеству кареток или позиций - с одной, двумя или несколькими каретками; однбпозиционные (обычные) и многопозиционные (с поворотными столами).
Наибольшее распространение получили горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главным движением у протяжных станков является движение либо инструмента (протяжки), либо заготовки при неподвижном инструменте. Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая тяговая сила протягивания; она может достигать 290—390 кН (30 000—40 000 кгс) у средних станков и 1170 кИ (120 000 кгс) у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350-2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу, имеют, как правило, гидравлический привод; однако выпускают вы сокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
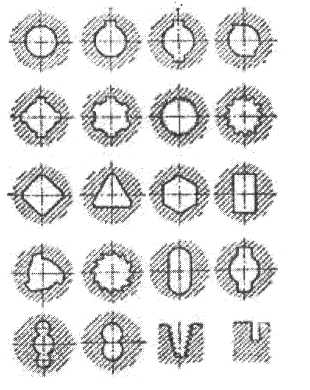
Рис. 104. Виды работ, выполняемых на протяжных станках
§ 2. Горизонтально-протяжной станок 7б55
Станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Характеристика станка. Номинальное тяговое усилие 98 кН (10 000 кгс); наибольшая длина рабочего хода салазок 1600 мм; диаметр отверстия в планшайбе 100 мм; скорость рабочего хода 1,5-11,5 м/мин; мощность электродвигателя привода главного движения 17 кВт; габаритные размеры 7200x2200X1700 мм; масса 6900 кг.
На рис. 105 показан общий вид станка. Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать на автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Метод работы станка. Обрабатываемую деталь устанавливают в приспособление, которое крепят к планшайбе или плите (при значительных размерах детали) или надевают на направляющую часть протяжки (при небольших размерах детали); при работе
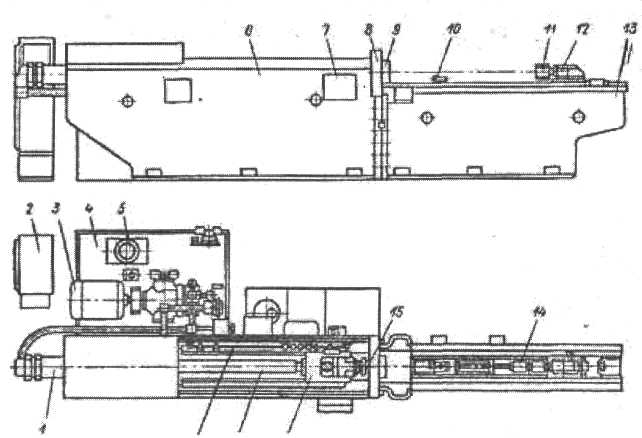
Рис 105 Горизонтально-протяжной станок 7Б55:
1 - основной (рабочий) гидроцилиндр;. 2 - электрощкаф; 3 - электродвигатель главного гидропривода; 4 - гидробак; 5 - электродвигатель вспомогательного гидропривода; 6 -основная станина. 7 - пульт управления; 8 - опорная плита; 9 - планшайба; 10 -поддерживающий ролик; 11 - вспомогательный патрон; 12 - вспомогательные салазки; 13 -вспомогательная (приставная) станина; 14 - вспомогательный гидроцилиндр; 15 - рабочий патрон; 16 - рабочие салазки; 17 - ползун-шток; 18 - механизм регулирования хода ползуна.
станка деталь опирается торцом на планшайбу, закрепленную на опорной плите.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой -производительностью 25 л/мин - подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот.. режим включает необходимые для подготовки процесса протягивания движения инструмента.