

Глава XV
РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ § 1. МЕТОДЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
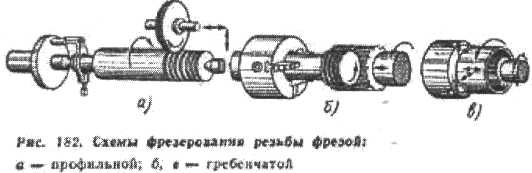
Основными методами Изготовления резьб являются: а) нарезание резьбы на токарных станках резьбовыми резцами и гребенками (рис. 180); б) нарезание резьбы метчиками, круглыми плашками и резьбонарезными головками (рис. 181); в) фрезерование резьбы (рис. 182); г) шлифование резьбы однониточными и многониточными шлифовальными кругами (рис. 183); д) холодное накатывание резьбы плоскими плашками и круглыми роликами (рис. 184); е) горячее накатывание резьбы круглыми роликами.
Правильный выбор способа получения резьбы в каждом отдельном случае зависит от размеров резьбы, ее точности и шероховатости поверхности, формы и размеров обрабатываемой заготовки, на которой нарезается резьба, материала заготовки, вида производства и> других условий.
Из перечисленных способов получения резьбы резьбофрезе-рование занимает одно из ведущих мест. Различают следующие основные виды резьбофрезерования, получившие наибольшее распространение: фрезерование коротких резьб гребенчатыми (групповыми) фрезами, фрезерование резьб профильными фрезами и фрезерование резьб резцовыми головками (иначе его называют скоростным или вихревым фрезерованием резьбы).
При нарезании резьбы вращающимися резцами (рис. 96) обрабатываемая заготовка 1 вращается с небольшой скоростью. Резец, установленный в специальной головке 2 на суппорте, вращается с большой скоростью в направлении, противоположном вращению заготовки, причем ось вращения резца не совпадает с осью вращения обрабатываемой детали, и поэтому получается прерывистое резание. Плоскость, в которой вращается резец, наклонена к вертикальной плоскости под углом подъема винтовой линии нарезаемой резьбы. Суппорт станка во время вращения

Рис. 96. Нарезание резьбы на токарных станках:
а - стержневым резьбовым резцом; б - призматическим резьбовым резцом; в -резьбовой гребенкой; г - круглой резьбовой гребенкой (1), стержневым отогнутым резцом (11) и резьбовым резцом в оправке (111)
резца перемещается параллельно оси детали на величину шага резьбы за каждый оборот детали. Нарезание резьбы осуществляется за один рабочий ход на токарно-винторезном станке.



§ 3. Резьбонакатные станки
Резьбонакатные станки делятся на станки с плоскими и круглыми плашками. Станки с плоскими плашками производительны и дают возможность получать .точную резьбу. Подвижная плоская плашка 9 (рис. J87) получает возвратно-поступательное движение от электродвигателя 1 через
клиноременную передачу —, пару зубчатых колес — и кривошино-
d2 z2
шатунный механизм 3. Заготовки из бункера 4 попадают в зону обработку по направляющему желобу 10 с помощью толкателя 6, который приводится в действие от электродвигателя по кинематической цепи, аналогичной цепи для
привода подвижной плашки, и далее через пару колес —, предохранительную
Z4
муфту 2 и кривошипно-шатунный механизм 5. Толкатель 7 непосредственно подает заготовки в пространство между подвижной 9 и неподвижной 8 плашками.
В станках к круглыми плашками заготовку 2 (рис. 188, а) размещают на упоре 4 между неподвижной / и подвижной 3 круглыми плашками (роликами). Плашка 3 быстро подводится к заготовке и прижимает ее к ролику 1 -происходит накатывание резьбы, которое заканчивается после нескольких оборотов

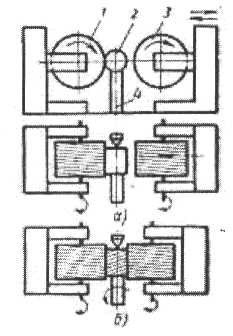
заготовки (рис. 98, б). Оба ролика вращаются от одного электродвигателя через, механическую передачу, а прямолинейное перемещение подвижного ролика осуществляется обычно от гидропривода. Существуют и другие методы накатывания резьбы.
Преимуществами метода накатывания являются высокая производительность относительно низкая себестоимость, большая прочность и износостойкость накатанных резьбовых изделий по сравнению с нарезанием.