

1.2 Различия в качестве и их причины
Из производственного опыта известно, что два экземпляра одного и того же изделия не могут полностью совпадать по всем показателям. Различия могут быть как большими и сразу заметными, так и столь малыми, что установить их можно только с помощью специальных средств. Однако когда различия в показателях качества измеримы, их можно контролировать.
В производстве различают три вида отклонений:
- отклонения параметров изделия, например, качество обработки поверхности изделия, изменения размеров и т.д.;
- отклонения между параметрами изделий, например, отклонения в свойствах изделий, которые произведены в одно и то же время (конвейер);
- отклонения, развивающиеся во времени, то есть отклонения в изделиях, производимых в разное время дня, в разные дни и т.д.
Эти отклонения могут быть вызваны пятью группами причин или их комбинациями:
- оператор; фактор обслуживания и контроля – является самым большим источником отклонений в процессе производства;
- оборудование; источниками отклонений являются износ инструмента, вибрации, погрешности позиционирования инструмента, колебания в подаче электроэнергии, давления масла и т.д. Все эти вариации накладываются друг на друга и определяют те допуски, соблюдение которых может обеспечить данное оборудование;
- метод измерения; источниками отклонений являются неправильный подбор методов и средств измерений;
- метод изготовления; способ организации совместной работы оператора и оборудования, а также движения материалов;
- материал; такие признаки качества материала как хрупкость, упругость, плотность, пористость, содержание влаги, химический состав и подобные влияют на отклонения параметров готового изделия. Кроме того, материал сам является изделием и ему присущи отклонения.
К этим пяти группам можно отнести также и влияние внешних факторов: температуры, давления, шума, света, влажности, излучений и т.д. Вычисление отклонений в зависимости от значений влияющих величин возможно только в рамках дисперсионного анализа, то есть сравнения их дисперсий. При изготовлении изделия подвержены комплексному влиянию выше названных причин. Поэтому уже на стадии проектирования определяют допустимые области отклонений признаков качества по отношению к заданным значениям. Задачей обеспечения качества является контроль процесса с тем, чтобы значения признаков качества не выходили за установленные границы.
Для обеспечения качества в процессе производства необходимо знать различие между допустимыми и недопустимыми отклонениями. Для этого существует вторая классификация причин возникновения отклонений признаков качества, по которой они подразделяются на случайные и систематические.
Случайные причины определяются самим процессом производства и, как правило, не устранимы. Степень их проявления предсказать невозможно. Случайные причины, такие как вибрация, биение подшипников в машине, колебания давления, температуры и т.д. ведут к естественному расхождению значений признаков качества.
На рис. 1.2 изображены два графика плотности распределения признака качества для двух способов изготовления одного и того же изделия.
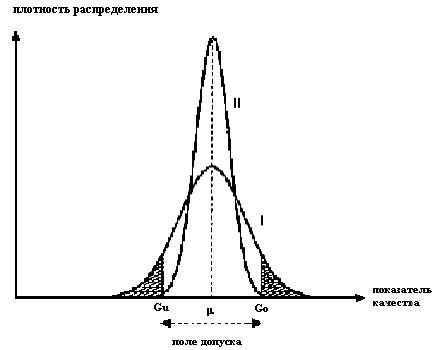
Рис.1.2.
Доля брака при двух способах производства
с различным естественным
рассеянием значений признаков качества
![]()
Распределение
признака качества является нормальным
и имеет при обоих способах одно и то же
математическое ожидание
![]() ,
то есть значения признака качества в
обоих случаях совпадают в среднем. Оба
способа различаются только степенью
рассеяния.
,
то есть значения признака качества в
обоих случаях совпадают в среднем. Оба
способа различаются только степенью
рассеяния.
Первый
способ с плотностью распределения
![]() имеет большее естественное рассеяние,
чем второй способ с плотностью
распределения
имеет большее естественное рассеяние,
чем второй способ с плотностью
распределения![]() .
Если требуется, чтобы значения признаков
качества лежали внутри допустимой
области со средним значением
.
Если требуется, чтобы значения признаков
качества лежали внутри допустимой
области со средним значением![]() нижней границей
нижней границей![]() ,
верхней границей
,
верхней границей![]() ,
то при первом способе изготовления
возможен более высокий процент брака.
,
то при первом способе изготовления
возможен более высокий процент брака.
Таким образом, если естественное рассеивание по сравнению с установленным допуском слишком велико, то возможна или сортировка всей продукции, или поиск нового способа производства с меньшим рассеянием.
Систематические причины отличаются тем, что они могут быть локализованы, и на них можно воздействовать, если нельзя устранить полностью.
Их влияние приводит к постоянному или внезапному изменению распределения признаков качества. Например, медленное смещение параметров распределения может быть вызвано износом инструмента, повышением температуры, усталостью персонала. Причинами скачкообразного изменения качества могут быть поломка инструмента, смена поставщика материала, перестройка метода работы, новая рабочая смена и т.д.
На
рис.1.3 показано, как в результате влияния
систематической причины математическое
ожидание
![]() признака качества, характеризующегося
до сих пор плотностью распределения
признака качества, характеризующегося
до сих пор плотностью распределения![]() ,
сдвигается вправо.
,
сдвигается вправо.
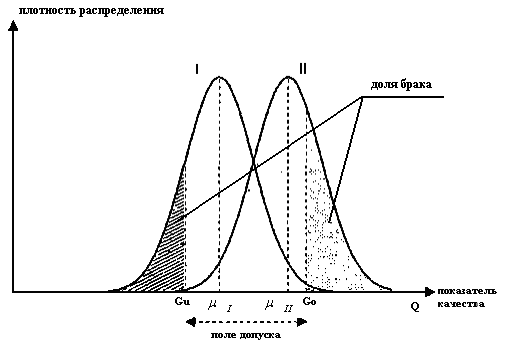
Рис.1.3. Доля брака при двух способах производства с разным уровнем значений признаков качества
Так
как область допустимых отклонений
остается неизменной, то смещение
![]() приводит к повышению вероятности доли
брака.
приводит к повышению вероятности доли
брака.
Оценка показателей настроенности, точности и стабильности технологических процессов проводится по результатам операционного контроля критических параметров и характеристик изготовленных изделий (деталей, узлов, сборных единиц) на важнейших технологических операциях, существенно влияющих на выход годных, качество и надежность изделий.
Показатель настроенности технологического процесса характеризует степень смещения фактического центра группирования контролируемого параметра относительно установленного в технической документации номинального уровня (центра поля допуска, центра настройки).
Под точностью технологического процесса понимают его свойство обеспечивать близость действительных и номинальных значений параметров изготовляемых изделий, т.е. соответствие фактической области разброса (поля рассеивания) значений контролируемого параметра заданной области допустимых значений (поля допуска).
Под стабильностью технологического процесса понимается степень однородности распределения значений контролируемого параметра в различных партиях изделий и соответственно вероятность сохранения настроенности и точности в течение некоторого интервала времени без вмешательства извне.