

Властивості плавлених карбідів
|
Карбід |
Тиск, МПа |
Уміст вуглецю, мас.% |
Мікротвердість, ГПа |
Питомий опір, мкОм.см |
Параметр гратки,
| ||||||
|
Сзв |
Свільн |
Сзв |
Свільн |
До відпалу |
Після відпалу |
До відпалу |
Після відпалу |
До відпалу |
Після відпалу | ||
|
TiC |
1,0 |
18,57 |
0,77 |
_ |
_ |
30,8 |
29,7 |
_ |
_ |
4,315 |
_ |
|
2,0 |
16,81 |
1,21 |
30,1 |
30,0 |
210 |
74 |
4,315 |
_ | |||
|
3,0 |
17,98 |
0,97 |
32,0 |
30,2 |
195 |
68 |
4,316 |
_ | |||
|
4,0 |
18,45 |
0,83 |
33,2 |
31,0 |
185 |
64 |
4,317 |
_ | |||
|
5,0 |
18,59 |
0,80 |
34,1 |
31,7 |
172 |
61 |
4,317 |
_ | |||
|
6,0 |
19,16 |
0,6 |
35,4 |
32,0 |
165 |
60 |
4,319 |
_ | |||
|
NbC |
2,0 |
9,75 |
0,26 |
9,69 |
0,25 |
23,0 |
30,0 |
185 |
177 |
4,420 |
4,446 |
|
3,0 |
9,38 |
0,27 |
21,8 |
28,0 |
183 |
176 |
4,423 |
4,446 | |||
|
4,0 |
8,44 |
0,91 |
21,7 |
26,8 |
181 |
174 |
4,424 |
4,431 | |||
|
5,0 |
9,40 |
0,23 |
20,8 |
27,0 |
180 |
174 |
4,425 |
4,432 | |||
|
6,0 |
10,08 |
0,18 |
20,0 |
28,3 |
179 |
173 |
4,425 |
4,437 | |||
|
7,0 |
10,38 |
0,28 |
19,9 |
29,8 |
179 |
173 |
4,426 |
4,445 | |||
|
8,0 |
10,62 |
0,31 |
19,8 |
30,0 |
180 |
172 |
4,425 |
4,449 | |||
У випадку плавлення за густини струму, вищої за оптимальну, відбувається більш інтенсивне розкладання сполуки зі зменшенням умісту в ній зв’язаного вуглецю та збільшенням вільного. За меншої густини струму ступінь розкладання сполуки теж зменшується. Але в цьому разі продукт значною мірою неоднорідний (рис. 7.29).

а б в
Рис. 7.29. Типова мікроструктура плавлених карбідів, одержаних за різних густин струму: а – густина струму менша за оптимальну; б – оптимальна густина ; в – густина більша за оптимальну
Хімічний склад плавлених без підігріву розплаву карбідів відрізняється від вихідного в бік зменшення вмісту зв’язаного вуглецю та збільшення вмісту вільного. У міру збільшення тиску газу під час плавлення вміст зв’язаного вуглецю в карбідах збільшується з одночасним зменшенням вільного. У випадку плавлення з підігріванням розплаву залежність умісту вуглецю в карбідах від тиску газу під час плавлення така сама, як і під час плавлення без підігрівання розплаву, але ступінь збіднення продукту зв’язаним вуглецем значно менший.
Для плавлених карбідів за низького тиску характерна наявність пор, що розміщені здебільшого на межі зерен. При цьому кількість пор і їх розмір зменшуються зі збільшенням тиску газу під час плавлення (рис. 7.30, 7.31).

а б в
Рис. 7.30. Мікроструктура плавленого карбіду титану, плавленого без підігрівання розплаву за різного тиску газу в робочій камері (МПа): а – 1,0; б – 3,0; в – 5,4
Пористість карбідів, одержаних без підігрівання розплаву, дещо вища, ніж у карбідів, одержаних з підігріванням розплаву (рис. 7.30). Також спостерігається, що для карбідів перехідних металів IVа і Vа підгрупи таблиці Менделєєва розмір і кількість пор зменшуються у ряду TiC – ZrC – NbC. Для карбідів перехідних металів VIа підгрупи мікропористості майже немає (рис.7.32).

а б в
Рис. 7.31. Мікроструктура карбіду титану плавленого з підігріванням
розплаву за різного тиску аргону в робочій камері:
а – 2,0 МПа; б – 3,0 МПа; в – 5,0 МПа
 а
б
в
а
б
в
Рис. 7.32. Мікроструктура карбіду вольфраму плавленого
за різного тиску аргону в робочій камері:
а – 1,0 МПа; б – 5,0 МПа; в – 9,0 МПа
Природа пористості плавлених ТС може бути різною. Так, вона може бути зумовлена виділенням газоподібних продуктів розкладання в процесі кристалізації розплаву, мати характер вкраплень вільного вуглецю в плавлених карбідах і, нарешті, може бути усадковою пористістю, що виникає в процесі кристалізації розплавів, які мають великий інтервал кристалізації. У разі загустіння розплаву існує інтервал температур (між лініями ліквідус і солідус відповідно до діаграми стану) ― двофазна область, що складається з кристалів твердої і рідкої фаз. У міру збільшення вмісту кристалів твердої фази вони зростаються, створюючи тим самим умови, що перешкоджають живленню міжкристалевого простору рідкою фазою, у зв’язку з чим у злитку появляється пористість, зумовлена різницею в об’ємах речовини, закристалізовуваної з його розплаву.
Взагалі пористість плавлених ТС не має суттєвого значення, коли з них отримують порошки подрібненням відливок з частинками розміром,меншим за розмір їх зерен.
Мікротвердість плавлених карбідів титану і цирконію до відпалу зростає зі збільшенням тиску газу в робочій камері, а для карбіду ніобію зменшується. Після відпалу мікротвердість знижується для всіх кар-
бідів, але залежність від тиску газу в робочій камері залишається попередньою (рис. 7.33).
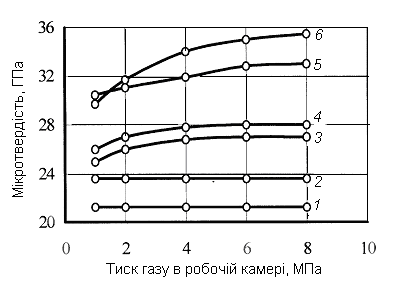
Рис. 7.33. Залежність мікротвердості плавлених карбідів з підігрівом розплаву
від тиску газу в робочій камері: 1– NbC до відпалу; 2 – NbC після відпалу;
3 – ZrC після відпалу; 4 – ZrC до відпалу; 5 – TiC після відпалу;
6 – TiC до відпалу
Мікротвердість плавлених карбідів значно вища, ніж виміряна на спечених зразках. Так, для карбіду титану вона становить 36...38 ГПа . Однією з причин цього явища може бути наявність пластичної деформації, спричиненої дією тиску та високої температури, про що свідчить структура плавленого карбіду (рис. 7.31, 3).
Отримані плавлені тугоплавкі сполуки у тому чи тому вигляді под-рібнюють і розмелюють з метою отримання порошків із заданим гранулометричним складом. Такі порошки можна використовувати для створення композиційних порошків для магнітно-абразивної обробки матеріалів, напилювання покриттів, виготовлення інструментальних матеріалів. Але найбільш доцільне використання порошків плавлених тугоп-
лавких сполук як вільних або зв’язаних абразивів. Це зумовлено тим, що абразивні порошки, виготовлені з плавлених ТС найбільше відповідають вимогам до міцності їх зерен та абразивної здатності. Так, наприклад, абразивна здатність порошків з плавленого карбіду титану у відносних абразивних одиницях, отриманого плавленням за допомогою витратного електрода, що витрачається під тиском газу в робочій камері найвища (1,5) серед порошків, отриманих іншими методами – пічною карбідизацією (0,33), плавленого в печі Таммана (0,95), псевдоплавленого (1,17), плавленого в дуговій печі за допомогою вольфрамового електрода в мідній охолоджувальній подині (1,3). Ці порошки також мають найвищу міцність зерен на роздавлювання (табл.7.25) і близькі до монокристальних порошків.
Таблиця 7.25
Міцність абразивних зерен карбіду титану, отриманого різними методами
|
Зернистість, мкм |
Міцність
при стисненні
| ||||
|
Плавлений під тиском газу |
Псевдо- плавлений |
Пічний синтез |
Отриманий за методом СВС |
Алмаз АСВ | |
|
80/63 |
210 |
187 |
70 |
_ |
430 |
|
100/80 |
_ |
190 |
104 |
_ |
480 |
|
125/100 |
410 |
321 |
118 |
71 |
560 |
|
250/200 |
780 |
667 |
150 |
142 |
900 |
|
630/500 |
3400 |
1710 |
294 |
– |
– |
|
100/800 |
7500 |
6908 |
– |
– |
– |