

№146.11.Барщевский
.pdf71
Необходимый фонд времени Ar работы оборудования удовлетворяет выражению
J
Ar = Σ trj Pj/ (ηвн ηпн) ≤ br, (5.3)
j = 1
где trj – трудоемкость изготовления j-го вида изделий на r-ом оборудовании; Pj – план выпуска продукции; ηвн – коэффициент выполнения норм; ηпн – коэффициент приведения норм.
Резервное время (доступное для предложения в терминах [9])
Br = br – Ar. |
(5.4) |
Замечание. При оптимизационном планировании задачи 2 и 1 фактически совмещаются в виде стандартной задачей линейного программирования
P[τ] ≥ R[τ], AP[τ] ≤ b(τ).
<C, P[τ]> Æ max,
где P, R – вектор-столбцы плана и директивных цифр; А, С – матрицы норм расходов ресурсов и стоимостная оценка единицы продукции (например, прибыль); b – матрица наличных запасов ресурсов; τ – интервал времени; <.,.> – скалярное произведение. R[θ] и b(θ), могут изменяться в соответствии с выражениями
R(t) = Rc(t) + |
R 1(t + θ), |
b(t) = bc(t) + |
b 1(T + θ). |
Задача 4. “Расчет численности основных рабочих”.
J
Flраб = (Σ Pj, Σ trljn)/(Flраб ηвн ηпн α),
j = 1
где trljn – нормы для оборудования r профессии l среднего разряда n для продукции j ; α – норма обслуживания станков.
Задача 6. “Расчет плана по труду и зарплате”.
Фонд нормируемой зарплаты
J
Vзо = Σ qj Pj, (5.5)
j = 1
где qj – расценка по j-му виду изделий. Ненормируемая зарплата
L
Vзн =l =Σ1Klраб Clст Flраб ,(5.6)
где Klраб – число рабочих l-ой профессии; Clст – тарифная ставка за один час работы; Flраб – плановый фонд времени одного работающего.
72
Общий фонд зарплаты
V = [Vзо (1 + η1пд) + Vзн (1 + η2пд)] (1 + ηсоп), (5.7)
где η1пд, η2пд – коэффициент премиальных доплат по нормируемой и ненормируемой зарплате; ηсоп – коэффициент отчислений на социальные нужды.
Задача 7. “Необходимое количество материалов”.
J
b1m = Σ amjPj.
j = 1
Величина
bm = b1m – bm,
где bm – наличное количество материалов, определеяет дефицит данного материала.
Задача 8. “Расчет нормативной себестоимости”.
Переменные затраты |
|
Cjпер = Cjзп + Cjоснм + Cjпф + Cjки, |
(5.8) |
Cjзп, Cjоснм, Cjпф, Cjки – затраты на зарплату, основные материалы, полу- |
|
фабрикаты, комплектующие изделия. |
|
Постоянные затраты |
|
Cjпост = Cпост Cjзп/Cjобщ пост затр. |
(5.9) |
Себестоимость единицы продукции |
|
Sjполн = Cjпер + Cjпост. |
(5.10) |
Задача 11. “Расчет прибыли и рентабельности”.
Прибыль общая
J
Cпр = Σ (Цj – Sjполн)Pj, (5.11)
j = 1
себестоимость товарной продукции
J
Sтов =j =Σ1 SjполнPj, (5.12)
где Цj – цена единицы j-ой продукции.
Задачи подсистемы ТПП.
Задачи 1–3, 5, 7, 8 решаются в случае появления новой продукции. Решением этих задач являются подетальные данные-нормы расхода материалов, пооперационные трудо- и станконормы, последовательность операций различных
73
техпроцессов и технологии изготовления деталей в целом. Затем проводится агрегация норм.
Для ранее выпускавшейся продукции эти нормы уже сформированы. Расчет затрат (потребности) в материалах и ресурсах в векторно-
матричной форме представлен в [8].
Первоначально определяется техническая возможность производства новой продукции, т.е. jн, в множестве выпускаемой продукции j = 1, J и дополнение портфеля заказов (вектор R) новыми заказами (Rн). Обозначим через Mи и Nи вектор-столбцы используемых материалов и операций. Пусть Н = {нmd} – нормы расхода материалов m на деталь d; П = {пdj} – применяемость детали d в продукции j; О = {оqd} – станкоемкость оборудования q на деталь d (время обработки).
Задача 4. «Расчет поиздельных норм для материалов».
D
нmj = Σ нmd пdj. d = 1
Задача 11. «Станкоемкость изделия».
D
tqj = Σ tqd пdj. d = 1
Задача 4. «Трудоемкость изделия».
D
tpj = Σ tpd пdj, d = 1
где tpj, tpd – трудоемкость изделия и детали.
Таким же образом можно посчитать расценки Ssj, что позволит определить добавление стоимости в основных бизнес-процессах.
Схема КТБД представлена на рис. 4.15. Граф задач показан на рис. 4.16.
Задачи подсистемы МТС (снабжение).
Задача 1. «Расчет потребности в материалах на производственную программу».
Количество материалов
J
Mm = Σ amj Pj,
j = 1
74
где m = 1, M – вид материала; amj – норма расхода материала на изделие; Pj – план выпуска изделий вида j.
Аналогично считается потребность Mmн в материалах на непредвиденные расходы для изделий Pjн по статье «на непредвиденные расходы».
Задача 2. “План материально-технического снабжения”.
Зm(t – θ1) = Mm(t),
где Зm – заказ на материалы; θ1 – запаздывание выполнения заказа.
Локальная база данных представлена на рис. 4.7, граф связи задач – на рис. 4.8.
Задачи подсистемы ОУОП.
Схема связей данных подсистемы показана на рис. 4.12. Данные-нормы поступают, как и в подсистему ТЭП, из подсистемы ТПП.
Предполагая, что все данные-нормы имеются, рассмотрим алгоритмы решения основных задач подсистемы.
Задача 1.1. «Поиздельный план выпуска».
Пусть имеется годовой план выпуска изделий на Pj(τ) из подсистемы ТЭП. Тогда квартальный (Pj(K)), месячный (Pj(T)) и ежедневный (Pj(t)) план выпуска могут быть определены
Pj(K) = Pj(τ)/4,
Pj(T) = Pj(τ)/12,
Pj(t) = Pj(T)/Tраб.
где Tраб – количество рабочих дней в месяце.
Задача 1.2. «План выпуска деталей».
Pkd(t) = Pkj(t) пdj,
где пdj – входимость (применяемость деталей в изделии), k – номер цеха. Добавляемая стоимость на изделие при прохождении цеха k
D
Skpj = Σskpd пdj, d = 1
Skpj и skpd – расценки на изделие и деталь в цехе k. Общая добавляемая стоимость цеха
75
D
Skp = ΣSkpj Pj. d = 1
Иногда вводят понятие суткокомплект
Pd(t) = cd(t) = Pj(K)/Tкв,
где Tкв – число рабочих дней в квартале.
Задача 1.3. «Определение потребностей в материалах».
D
Mm(t)= Σamd Pd(t),
d = 1
где amd – норма расхода материала на деталь d.
Задача 1.4. «Определение необходимого фонда рабочего времени».
D
Mq(t)= Σtqd Pd(t),
d = 1
где tqd – норма времени обработки детали d на оборудовании q.
Задача 1.6. «Расчет плана выпуска товарной продукции».
Объем товарной продукции в денежном выражении
D
Cтов(t) = Σ Pd (t)Цd,
d = 1
где Цd – цена детали d.
Задача 1.7. «Определение нормативного оборотного задела».
Величина нормативного оборотного задела (НОЗ)
zd(t) = (Tцd + Tстрах)cd(t),
где Tцd – длительность технологического цикла обработки, Tстрах – страховой запас по детали d.
Ресурсы для создания НОЗ по материалам
D
Mзm(t)= Σ amd zd(t),
d = 1
по оборудованию
76
D
Mзq(t)= Σ tqd zd(t).
d = 1
Задача 1.9. «Календарное планирование для отдельных цехов»
Укомплектованный номер суткокомплекта
Nd(0) = (Bdнач – zd(t))/cd(t)?
где Bdнач – незавершенное производство на начало периода. Число суткокомплектов, выпущенных за текущий день,
Nd(t) = Bdтек/ cd(t).
Считается укомплектованный номер по каждой детали за t–й день
Ndф(t) = Nd(t – 1) + Ndтек,
где Ndтек – объем выпуска деталей (в суткокомплектах) за текущий день.
Задача 1.10. «Оперативное планирование материально-технического снабжения».
Обеспечение суткокомплекта по материалам
D
Mсm(t)= Σ amd сd(t),
d = 1
а по каждому материалу
θ = Mзапm/Mсm,
где Mзапm – запас материала.
Задача 1.11. «Расчет фонда зарплаты».
Q K D
V(t)= Σ Σ Σ tkqd vkqd pkd(t),
q = 1 k = 1 d = 1
где vkqd – часовая тарифная ставка по деталеоперации qd в цехе k.
Задача 1.12. «Расчет загрузки оборудования».
Имеющиеся возможности оборудования определяются
Aq(t) = Tq fq,
где Tq – количество рабочих часов в день, fq – количество оборудования вида q.
77
Процент загрузки оборудования, в соответствии с задачей 1.4,
Прq(t) = Mq(t)*100/Aq.
Задачи подсистемы МТС (сбыт).
Схема связей данных подсистемы показана на рис. 4.12, граф связей – на рис. 4.13.
Данные-нормы поступают, как и в подсистему ТЭП, из подсистемы ТПП. Предполагая, что все данные-нормы имеются, рассмотрим алгоритмы
решения основных задач подсистемы.
Задача 3. “План отгрузки”
Pпj(t) = Pоj(t – τ2),
где τ2 – запаздывание за счет транспортной доставки.
Задача 1. “План поставки”
Pоj(t) = Pj(t – τ1),
где τ1 – время подготовительно-заключительных работ.
Задача 6. “План реализации”
Pрj(t) = Цj Pпj(t – τ3),
где τ3 – запаздывание в оплате.
Задача 8. “Учет продаж готовой продукции”
J
Sp(t) = ΣPрj(t).
j = 1
5.2. Стандартизация процесса проектирования
Разработка автоматизированной системы – процедура трудоемкая. В связи с этим предпринимались многочисленные попытки стандартизации описания процессов и проектирования систем.
В СССР в XX веке имели место следующие варианты стандартизации процесса проектирования.
Объемное проектирование на уровне типов производств (единичное, серийное, массовое) для предприятия в целом были предприняты в 70-х годах на
78
начальных этапах развития автоматизированных систем. Однако вскоре выяснилось, что предприятия даже одного типа производства настолько специфичны, что «привязка» стандарта по трудоемкости соизмерима с разработкой новой системы.
В середине 70-х годов (1975) было предложено подсистемное проектирование в виде типовых проектных решений (ТПР) для функциональных подсистем, при этом в каждой подсистеме рассматривалось минимальное количество задач (от трех до пяти) без их связи между подсистемами. Такого количества задач для реальной автоматизированной системы было мало. «Привязка» стандартных задач оказалась непростой и усложнялась необходимостью введения дополнительных задач и установлением их связи с типовыми задачами. В условиях использования информационной технологии массивов использование стандартных решений оказалось более трудоемким, чем разработка новой системы. К тому же применение ТПР имело рекомендательный, а не обязательный характер.
Позднее, в 80-х годах, была сформирована трансформация подсистемного проектирования в виде позадачного проектирования. Здесь задачи, незхависимо от принадлежности к подсистеме, были представлены в пакета прикладных программ (ППП), наиболее известными из которых [7] явились “Информационная система управления производством – ИСУП” и “Планирование мощностей и оперативное управление – ПМОУ”. ППП охватывали, как правило, часть процессов автоматизированной системы (оперативное планирование и управление), что требовало дополнения ППП другими задачами. Упор делался на процесс оперативного управления.
Авторы увлеклись, на наш взгляд, специфическими деталямиподсистем, что уменьшило значимость стандартизации. К тому же им не удалось решить организационные вопросы.
Заслуживает внимания модельное проектирование 80-х годов, проявившееся [3] в виде разновидностей модели МАРС. Однако он не получил должной организационной поддержки, возможно, из-за неудач предыдущих попыток стандартизации. Кроме того, на сложившуюся технологию разработки систем сильно повлиял ставший настоятельным переход от информационной технологии массивов информационной технологии баз данных. Последняя позволяла легко трансформировать алгоритмы приложений и разрабатывать новые алгоритмы на основе имеющихся данных.
Недостатками всех видов проектирования следует считать отсутствие документально оформленных технологий решения разработанных задач. Такие попытки в 70-е годы были предприняты на Волжском автозаводе, однако успеха они не имели.
Идея стандартизации впоследствии нашла свое законченное отражение в ERP-системах.

79
5.3. Подсистемное представление и рыночные отношения
Подсистемное представление первоначально использовалось и для рыночных отношений (рис. 5.4). Его схема представляет собой некоторую трансформацию схемы рис. 3.8.
|
|
|
|
|
|
|
Маркетинг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стратегическое |
|
||
|
|
|
ТЭП |
|||||||
|
|
|
|
|
управление |
|
||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МТС |
|
|
ОУОП |
|
МТС |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТПП |
|
|
|
|
|
БУ |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 5.4. Укрупненная схема связей функциональных подсистем при рыночных отношениях
Технология решения задач включает две новые подсистемы – стратегического управления и маркетинга, ранее не рассмотренные. Обсудим их подробнее.
Подсистема маркетинга.
А. Подсистема предназначена для автоматизации процессов изучения спроса и активного влияния на рынок путем выпуска пробной продукции.
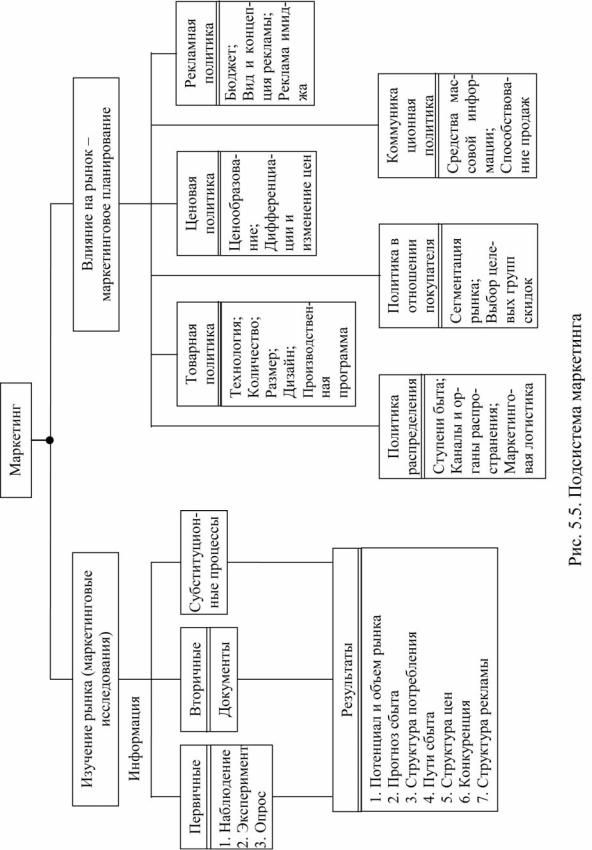
Б. 1. Общая схема содержания работ в процессе маркетингового исследования показана на рис. 5.5. На нем под термином субституция понимается замена одного вида продукции другим, похожим по потребительским свойствам.
2.На поведение рынка оказывает влияние большое количество факторов. В связи с этим описание рынка возможно статистическими методами с помощью теории вероятностей и теории массового обслуживания.
Чаще всего спрос описывают нормальным законом с помощью математического ожидания и среднеквадратического отклонения. Кроме того, особенно в зарубежной практике, широко используют эмпирические методы описания.
3.Иногда в описании рынка выделяют три группы задач:
1)модели поведения потребителей (изучения рынка);
2)модели выработки политик (принятие решений о выпуске на рынок пробной продукции);
3)модели отклика (выявление влияния на рынок выпуска пробной партии продукции).
80