

1. Упрочнение литого металла шва при сварке
|
1 – основной металл (металл изднлия); 2 – сварной шов; 3 – зона термического влияния (часть основного металла, непосредственно примыкающая к шву, в которой произошли структурные изменения или изменились механические свойства основного металла). |
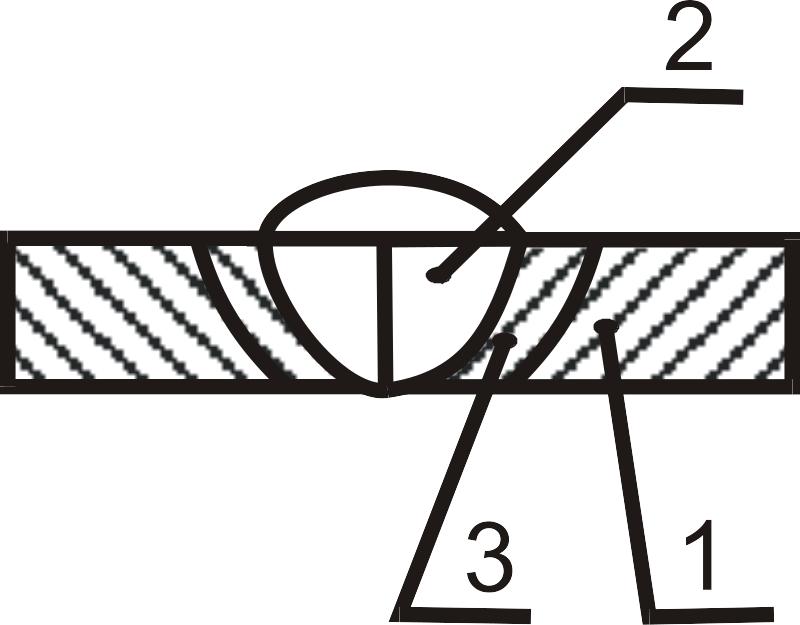
Поверхность, по которой сварной шов соприкасается с основным металлом – зона сплавления. На поперечном разрезе сварного соединения это – линия сплавления.
Часть зоны термического влияния, непосредственно примыкающая к сварному шву (протяженностью в несколько сотых долей мм) называют околошовной зоной.
Сварной шов имеет
литую структуру, в которой кристаллиты
в поперечном сечении шва ориентированы
по направлению от линии сплавления к
середине шва (в направлении теплоотвода):
 .
.
Для обеспечения прочности литого металла сварного шва обработанному давлением металлу изделия (прокат, штамповки), сварной шов при сварке с целью упрочнения легируют марганцем, кремнием, хромом и т.д.
2. Основные металлургические процессы при сварке
Окисление металла шва. В сварочной дуге водяной пар (из обмазки, флюса или как примесь к углекислому газу), углекислый газ и молекулярный кислород разлагаются
Н2О 2Н + О;
СО2 СО + О;
О2 2О.
Затем кислород реагирует с расплавленным металлом сварочной ванны по реакции
Fe + O FeО
и образующийся оксид железа растворяется в сварочной ванне.
Углекислый газ (сварка в углекислом газе, сварка качественными покрытыми электродами или сварка самозащитной прошковой проволокой) при высоких температурах сам является окислителем и взаимодействует с расплавом сварочной ванны по реакции
CO2 + Fe FeO + CO.
Кроме того, поверхностные оксиды (окалина) расплавляются и перемешиваются с расплавленным металлом сварочной ванны.
При наличии над сварочной ванной расплава шлака (расплавленные флюс или электродная обмазка, или сердечник порошковой проволоки) металл сварочной ванны окисляется оксидами шлака. Этот процесс протекает в перегретой части сварочной ванны, т.е. в ее головной части по реакции
(MnO) + [Fe] [Mn] + [FeО] – Q.
Перераспределившийся в результате перемешивания конвективными потоками по объему ванны FeO вступает в химическую реакцию с углеродом стали, в результате которой обрадуется оксид углерода (угарный газ)
FeO + C = Fe + CO. (*)
При этом CO образует
пузырьки, которые не успевают всплывать
из-за быстро протекающего процесса
кристаллизации и в шве в большом
количестве появляются поры
![]() .
Такой сварной шов не является качественным
и имеет очень низкую прочность.
.
Такой сварной шов не является качественным
и имеет очень низкую прочность.
Для уменьшения негативного воздействия кислорода в сварочную ванну при сварке добавляют раскислители.
При использовании раскислителей содержание кислорода в сварном шве составляет, например, при сварке покрытыми электродами, 0,03-0,1% масс. (при сварке под водой до 0,22%).
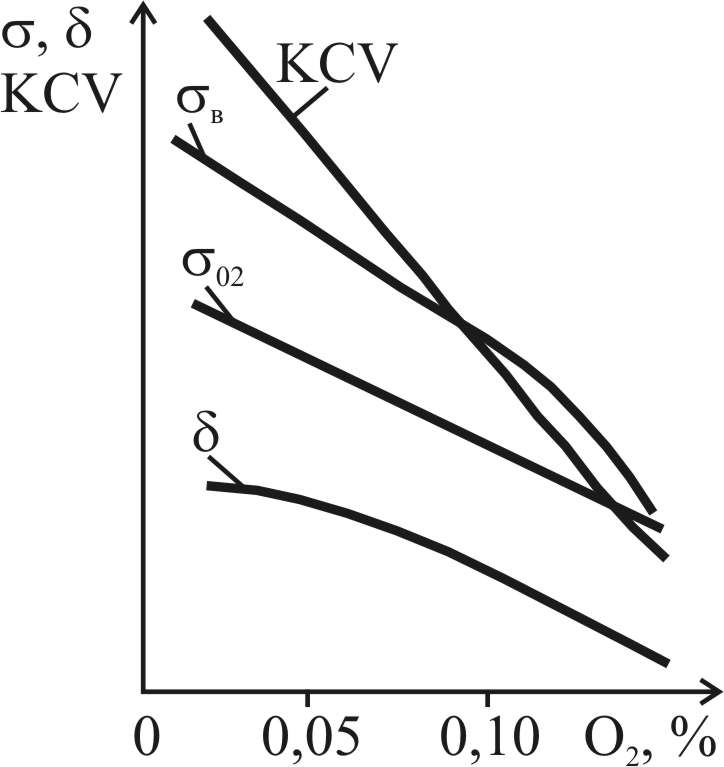
Негативное влияние кислорода на свойства металла сварного шва представлено на рис. 1.
|
Рис. 1. Влияние общего содержания кислорода на ударную вязкость, временное сопротивление, условный предел текучести и относительное удлинение металла сварного шва при дуговой сварке низкоуглеродистой стали |
Раскисление металла шва. Раскисление (так в металлургии называется технологическая операция удаления кислорода из расплавленной стали) в большинстве сварочных процессов осуществляется Si и Mn. Процесс раскисления протекает в хвостовой части сварочной ванны по реакциям
[Si] + [2FeO] [2Fe] + (SiO2), (**)
[Mn] + [FeO] [Fe] + (MnO), (***)
где квадратные скобки указывают на то, что данный химический элемент или соединение находятся в расплавленном металле, а круглые скобки – в шлаке.
Реакции раскисления (**) и (***) протекают со значительно большей скоростью, чем реакция образования оксида углерода (*). Поэтому количество пор в сварном шве резко уменьшается, но появляются шлаковые включения, так как все частички SiO2 и MnO не успевают вплыть из объема сварочной ванны на ее поверхность при сварке и частично остаются в сварном шве

Более сильными раскислителями, чем Si и Mn являются такие металлы, как Cr, Ti, Al и др. Самые сильные раскислители – это редкоземельные металлы.
Наличие сильных раскислителей при сварке с защитой сварочной ванны углекислым газом нежелательно, так как они вызывают науглероживание металла.
Например, при наличии Al на поверхности сварочной ванны, контактирующей с CO (CO, как уже рассматривалось образуется в сварочной дуге при распаде CO2) протекает химическая реакция
2[Al]+3CO (Al2O3) +3[C].
В результате концентрация углерода в металле сварного шва увеличивается на 0.1-0.2%. Если в сварочной ванне присутствует Cr, то концентрация углерода в шве вырастет еще на 0.01-0.03%.
Перечисленные реакции относятся к так называемому осаждающему раскислению. При сварке протекают также процессы диффузионного раскисления, связанные с переходом продуктов раскисления ((SiO2, MnO, Al2O3 и др.) в шлак диффузионным путем и обусловленное этим смещение направления реакций раскисления в сторону интенсификации раскислительных процессов.
Рафинирование металла шва при сварке плавлением. Рафинирование – это процесс очистки металла от нежелательных примесей. К таким примесям относят азот, водород, серу и фосфор. Рафинирование в условиях сварки плавлением возможно по водороду, серы и фосфору.
Водород. Очистка металла сварочной ванны по водороду производится с помощью шлаков, содержащих плавиковый шпат (CaF2), например, при сварке под флюсом ОСЦ-45, или при сварке покрытыми электродами марки ЦУ-5 (для сварки корневых швов толстостенных трубопроводов н постоянном токе обратной полярности). При этом протекают следующие химические реакции
2(CaF2)+3(SiF2) 2(CaSiO2)+ (SiF4)
(SiF4)+3[H] (SiF)+3HF
(SiF4)+2H2O (SiO2)+4HF
В результате процесса очистки металла сварочной ванны от водорода из нее выделяется HF (плавиковая кислота).
Несмотря на возможность использования рассмотренных химических реакций, основным методом борьбы с насыщением металла шва водородом при сварке является уменьшение содержания источников водорода (вода и органические загрязнения) в сварочных материалах (флюс, защитный газ, обмазка покрытых электродов).
Сера. Сера приводит к красноломкости металла шва и образованию горячих трещин. (красноломкость – появление трещин во время горячей обработки давлением).
Чем больше серы в стали, тем выше красноломкость и выше склонность металла к образованию горячих трещин.
Сера попадает в сварной шов из основного металла (при его низком качестве). В сварочной проволоке, флюсе, защитных газах и покрытых электродах серы очень мало. При газовой сварке значительное количество серы переходит в металл из ацетилена.
Для удаления серы из сварочной ванны ее связывают в нерастворимые в металле сульфиды, в основном Mn и Ca с помощью шлаков, содержащих MnO, например, при сварке под флюсом ФЦ-3 (высококремнисто-марганцовистый), или Cao, например, при сварке под флюсом ТА.st.10 (высококремнистый безмарганцевый калициево-силикатного вида); при сварке покрытыми электродами марки УОНИ-13/45.
Процесс рафинирования расплавленного металла по сере называется десульфурацией и включает в себя реакции
[FeS]+[Mn] (MnS)+[Fe],
[FeS]+(MnO) (MnS)+[FeO],
[FeS]+(CaO) (CaS)+[FeO].
Фосфор. Наличие фосфора в стали приводит к синеломкости, к снижению порога хладоломкости, повышение хрупкости, образованию трещин повторного нагрева в легированных сталях, и при сварке аустенитных сталей (например, 12Х18Н10Т) – к появлению горячих трещин.
Примечание: 1. Трещины повторного нагрева – это трещины, возникающих в процессе высокого отпуска легированных сталей, проводимого при t = 500-600оC для снятия остаточных напряжений, в случае медленного, т.е. вместе с печью, охлаждения сварного узла после отпуска.
2. Порог хладоломкости, т.е. температура перехода металла в хрупкое состояние, тем выше, чем больше фосфора в стали.
3. Нагрев легированных сталей и выдержка их при температуре 200-400оC, например при многослойной сварке, приводит к появлению хрупкости, связанной с диффузией фосфора из тела зерна к границам зерна. Явление охрупчивания металла при его нагреве до температуры 200-400оC называется синеломкостью.
Фосфор удаляют при сварке с помощью основных шлаков, например, при сварке под флюсом АН-43 (низкокремнисто-марганцовистый солеолсидный),; при сварке покрытыми электродами марки СМ-11 (для сварки ответственных конструкций из углеродистых и низколегированных сталей).
Удаление фосфора из расплава металла многостадийный процесс и называется дефосфорацией. На первой стадии дефосфорации фосфор окисляеться по реакциям
2Fe2P+5FeO P2O5+9Fe
2Fe3P+5FeO P2O5+11Fe
Оксид P2O5 – кислый, и на следующих стадиях дефосфорации он связывается в шлакообразующее комплексное соединение
2[Fe2P]+5(FeO)+3(CaO) ((CaO)3P2O5)+9[Fe]
Увеличение плотности тока, погонной энергии приводит в конечном счете к повышению температуры шлака и фосфор связывается хуже.
В кислых шлаках, например при сварке электродами СМ-5 (для сварки конструкций их углеродистых сталей),удаление фосфора затруднено, так как CaO начинает образовывать комплексные соединения с SiO2 и TiO2 .