3.2. Механические испытания сварных соединений
Контроль механических свойств различных участков сварного соединения или наплавленного (при наплавочных работах) металла относится к разрушающим методам контроля. Механические свойства различных участков сварного соединения и наплавленного металла по ГОСТ 6996-86 определяются при следующих видах испытаний:
– испытание на статическое (кратковременное) растяжение;
– испытание на ударный изгиб (на надрезанных образцах);
– испытание на стойкость против механического старения;
– измерение твердости;
– испытание на статическое растяжение;
– испытание на статический изгиб (загиб);
– испытание на ударный разрыв.
Образцы для испытаний отбираются из проб, вырезанных из контролируемой продукции или из специально сваренных для проведения испытаний контрольных соединений.
Твердость измеряют не менее чем в пяти точках для каждого участка сварного соединения. Испытание на статический изгиб выполняют не менее чем на двух образцах, а остальные виды испытаний – не менее чем на трех образцах.
При неудовлетворительных результатах испытания повторяют на удвоенном количестве образцов, а общие результаты определяют по показаниям, полученным при повторных испытаниях. Результаты повторных испытаний считаются окончательными.
Результаты каждого испытания фиксируют в протоколе, где указывают тип образца, место его отбора, место разрушения (для сварных соединений), температуру испытания, результаты испытания для всех образцов, а также наличие дефектов в изломе образцов.
Испытание на статическое (кратковременное) растяжение. При испытании металла на статическое (кратковременное) растяжение определяют следующие характеристики механических свойств:
– предел текучести физический т в Н/м2 или предел текучести условный 0,2 в Н/м2;
– временное сопротивление в в Н/м2;
– относительное удлинение после разрыва (на пятикратных образцах 5 в %);
– относительное сужение после разрыва в %.
Испытания проводят для металла шва, металла различных участков околошовной зоны и наплавленного металла при всех видах сварки плавлением.
Форма и основные размеры образцов, применяемых для испытаний, приведены на рис. 1 и в табл. 1.
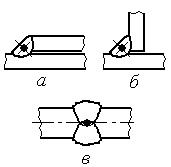
Место вырезки образца для испытания металла шва в различных типах сварных соединений указано на рис. 2.
|
Рис. 1. Образцы для испытаний на статическое растяжение
|

Таблица 1
Размеры образца, мм
Тип образца |
d0 |
D |
l0 |
L |
I |
3 0,1 |
6 |
15 |
30 1 |
II |
6 0,1 |
12 |
30 |
61 1 |
III |
10 0,1 |
16 |
50 |
86 1 |
IV |
6 0,1 |
М12 |
30 |
86 1 |
V |
10 0,1 |
М12 |
50 |
110 1 |
|
Рис. 2. Место вырезки образца для испытания металла шва в нахлесточном (а), тавровом (б) и стыковом (в) сварных соединениях |
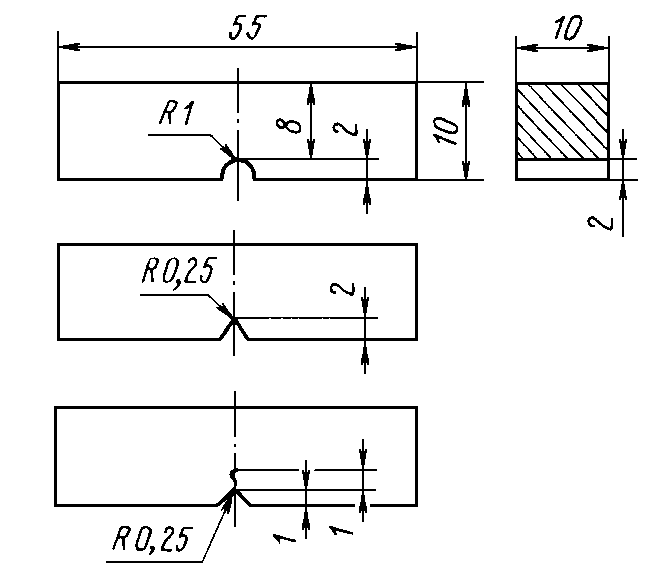
Испытание на ударный изгиб (на надрезанных образцах). При испытаниях на ударный изгиб определяют ударную вязкость металла шва, околошовной зоны (в различных участках) и наплавленного металла. Ударную вязкость металла определяют при испытаниях путем удара маятника копра по надрезанному образцу, KC = Aн / Fо, где KC –ударная вязкость, МДж/м2; Ан – работа разрушения, МДж; Fо – поперечное сечение образца в месте надреза, м2.
Различают ударную вязкость KCU, KCV и KCT, где KC – символ испытаний на ударную вязкость; U – U- образный надрез с радиусом надреза 1 мм; V – V- образный надрез с радиусом надреза 0,25 мм; T – трещина усталости, созданная в основании надреза.
Размеры образцов для испытаний приведены на рис. 3.
В практике испытаний сварных соединений наиболее часто определяется значение KCU.
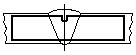
Разметку для нанесения надреза производят по макрошлифам. Пример расположения надреза при испытаниях сварного шва стыкового соединения приведен на рис. 4.
|
Рис. 3. Образцы для испытаний на удар |
|
|
Рис. 4. Место расположения надреза при испытаниях сварного шва стыкового соединения |
|
Испытание на стойкость против механического старения. Стойкость против механического старения характеризуется изменением ударной вязкости металла, подвергнутого старению по сравнению с ударной вязкостью его в исходном состоянии.
Старение проводят по методике: деформация растяжением заготовки из расчета получения 10 0,5% остаточного удлинения и последующий равномерный нагрев в течение 1 ч при температуре 2500С с последующим охлаждением на воздухе.
Измерение твердости. Измерение твердости металла шва, наплавленного металла, металла околошовной зоны и основного металла производят путем замера на приборах Виккерса (в единицах HV), Роквелла (в единицах HRC, HRB, HRA) и Бринеля (в единицах HB).
Для всех видов соединений измерение твердости производят в поперечном сечении образца на макрошлифах.
Для стыковых соединений толщиной менее 3 мм разрешается проводить замеры твердости по наружной поверхности образца с предварительно удаленным до уровня основного металла усилением шва.
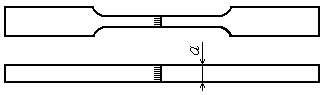
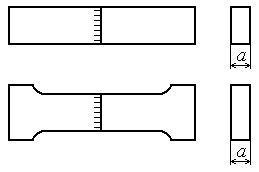
Испытание на статическое растяжение. При испытании сварного соединения на статическое растяжение определяют временное сопротивление наиболее слабого участка стыкового или нахлесточного соединения либо временное сопротивление металла шва в стыковом соединении.
Прочность наиболее слабого участка стыкового или нахлесточного соединения определяют на цилиндрических (рис. 1) или плоских образцах, рис. 5. При испытании прочности металла шва в стыковом соединении используют плоские образцы, рис. 6.
|
Рис. 5. Плоские образцы для определения прочности наиболее слабого участка стыкового соединения; а – толщина основного металла |
|
Рис. 6. Образец для определения прочности металла шва в стыковом соединении; а – толщина основного металла |

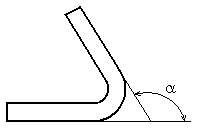
Испытание на статический изгиб (загиб). Испытание сварного соединения на статический изгиб проводят для стыковых соединений. При испытании определяют способность данного соединения принимать заданный по размеру и форме изгиб. Эта способность характеризуется углом изгиба , рис. 7 при образовании первой трещины в растянутой зоне образца. Если трещина не образуется, то испытание в соответствии с требованиями, оговоренными в технической документации, доводится до нормируемого угла изгиба, до параллельности сторон или сплющивания образца. Появление надрывов длиной до 5 мм по кромкам и на поверхности образца, не развивающихся дальше в процессе испытания, браковочным признаком не является.
|
Рис. 7. Схема испытания сварного соединения на статический изгиб |
Испытание на ударный разрыв.
Испытание на сопротивление ударному
разрыву производят для стыковых
соединений листов толщиной до 2 мм
на маятниковых копрах с приспособлением
для закрепления плоских образцов.
Удельная ударная работа в Дж/м3
определяется по формуле:
![]() ,
где Ay –
работа удара, затраченная на разрыв
образца в Дж, V –
объем расчетной части образца, равный
произведению толщины основного металла
а, рис. 8 на расчетную длину и
ширину образца в м3.
,
где Ay –
работа удара, затраченная на разрыв
образца в Дж, V –
объем расчетной части образца, равный
произведению толщины основного металла
а, рис. 8 на расчетную длину и
ширину образца в м3.
|
Рис. 8. Форма образцов для испытания на ударный разрыв; а – толщина основного металла |