

3. Понятия о пр и пв ип в прерывистом режиме горения сварочной дуги
Для ИП сварочной дуги характерны три возможных режима работы: продолжительный, перемежающийся и повторно-кратковременный.
При продолжительном режиме работы ИП работает под нагрузкой длительное время при установившейся температуре его нагрева (наиболее часто предельно допускаемое значение такой температуры составляет 60оС ). В этом режиме работают многопостовые источники питания и однопостовые ИП автоматической сварки.
Перемежающийся режим работы ИП отличается от продолжительного тем, что ИП, постоянно включенный в сеть, периодически подключается к нагрузке, т.е. режим нагрузки в течении времени tн сменяется режимом холостого хода в течении времени tх. Этот режим характеризуется относительной продолжительностью нагрузки ПН (устаревшее название данного термина: ПР – продолжительность работы)
![]() .
.
Температура нагрева ИП в данном случае колеблется между некоторыми максимальным и минимальным значениями. Среднее значение данной температуры определяется средним значением выходной мощности ИП, отдаваемой им в нагрузку. Перемежающийся режим работы ИП характерен для ИП РДС и п/а сварки.
Повторно-кратковременный режим работы ИП отличается от перемежающегося тем, что во время пауз ИП отключается от напряжения сети. Этот режим характеризуется относительной продолжительностью включения ПВ
![]() ,
,
где tн – время работы ИП под нагрузкой, tп – время паузы, в течении которой ИП отключен от сети. При повторно-кратковременном режиме работы выходная мощность ИП изменяется циклически от нуля до максимального значения. Во время работы под нагрузкой ИП нагревается, а во время пауз – остывает. Такой режим характерен, например, для переносных ИП, используемых в монтажных условиях.
В паспорте ИП указано значение ПН или ПВ, при которых может эксплуатироваться ИП при условии его работы на номинальном (т.е. наиболее оптимальном) режиме. Если значения ПН или ПВ, при которых должен работать ИП, выше значения, приведенного в паспорте, то сварочный ток должен быть уменьшен, во избежании перегрева ИП и выхода его из строя.
4. Сварочные трансформаторы. Назначение и классификация. Основные узлы
Сварочные трансформаторы (СТ) преобразуют переменное сетевое напряжение 220 или 380 В в пониженное по условию безопасности менее 80 В (для источников переменного тока). Это наиболее простые и дешевые источники, широко применяемые при сварке.
По конструкции СТ подразделяются на две большие группы: с нормальным и с повышенным магнитным рассеянием.
По назначению СТ классифицируются: для РДС и механизированной сварки, для сварки под флюсом, для сварки в защитных газах, универсальные и специализированные.
По фазности электрического тока различают однофазные и трехфазные СТ.
По количеству постов выделяют однопостовые и многопостовые СТ.
Основные узлы стабилизированного сварочного трансформатора для АДФ типа ТДФ. В стационарном шкафу стандартного типоразмера размещен блок управления 1, тиристорный регулятор тока 2, вентилятор 3, контактор 5, магнитопровод 14 трансфрматора ТДФ и отсек для размещения блока управления сварочным автоматом 15. На магнитопроводе 14 трансформатора размещены первичная обмотка 9, дополнительная вторичная обмотка 7, шунт 10 и основная вторичная обмотка 12.
Трансформатор ТДФ присоединяется к первичной сети с помощью сетевого кабеля через разъем 6, расположенный под съемной задней стенкой 4 шкафа. Сварочный кабель подсоединяется к трансформатору с помощью разъема 13, находящегося под съемной передней стенкой 11, которая крепится к шкафу винтом 8. Блок управления сварочным автоматом соединяется с трансформатором с помощью разъема 16.
Для перемещения трансформатора с помощью подъемно-транспортного механизма вверху посередине шкафа установлены рымболты.
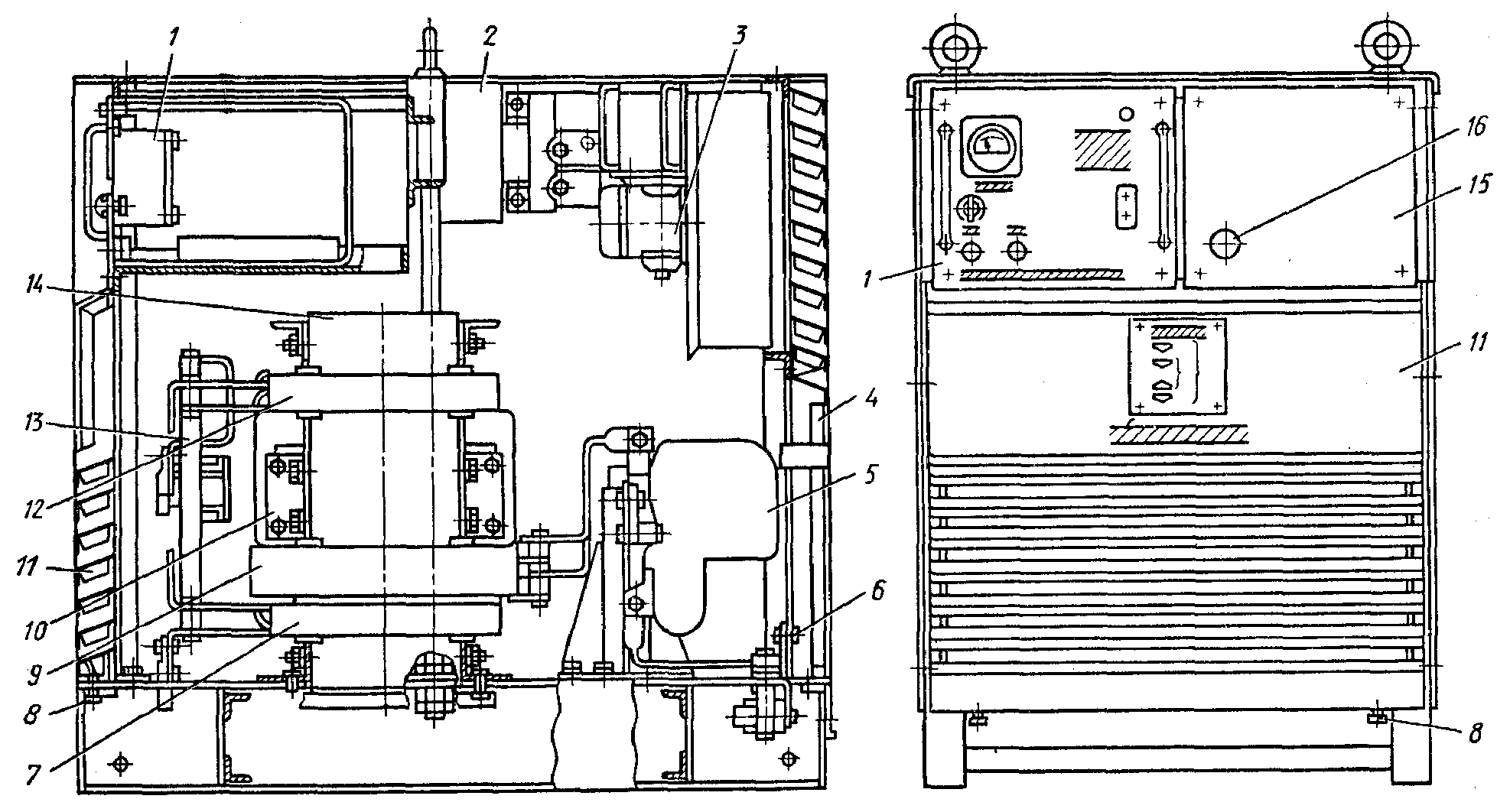
Конструкция трансформатора типа ТДФ
5. Сварочные выпрямители. Назначение и классификация. Основные узлы. Многопостовые сварочные выпрямители
Выпрямитель представляет собой устройство, предназначенное для преобразования переменного тока в постоянный.
Сварочные выпрямители выпускают:
– с селеновыми вентилями с кремниевыми вентилями и с тиристорами;
– однопостовые и многопостовые;
– с падающими характеристиками, с жесткими характеристиками и универсальные;
– работающие на сетевой частоте и на повышенной (инверторные);
Основные элементы блок схемы выпрямителя:
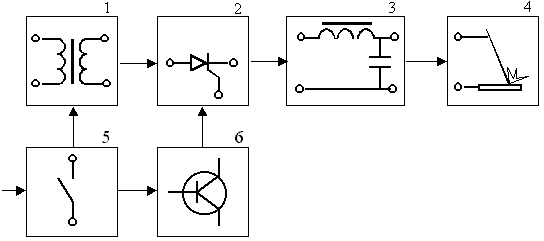
силовой трансформатор 1 – для понижения сетевого напряжения до необходимого при сварке значения; блок вентилей 2 – для выпрямления переменного тока; стабилизирующий дроссель 3 – для уменьшения пульсаций выпрямленного тока дуги 4. Если выпрямитель управляемый, то в схему входит дополнительный узел 6, содержащий систему управления вентилями. Для защиты выпрямителя от повреждений при аварийных режимах в его систему входит блок 5 защиты и сигнализации.
Основной узел выпрямителя (выпрямительный блок) представляет собой набор вентилей, включенных по определенной схеме (обычно, это однофазная мостовая двухполупериодного выпрямления и трехфазная мостовая). В качестве силовых вентилей применяют полупроводниковые диоды (селеновые и кремниевые) и кремниевые управляемые вентили - тиристоры.
Основные узлы сварочного выпрямителя с падающей характеристикой для РДС и аргонодуговой сварки неплавящимся электродом коррозионно-стойких сталей типа ВД-306:
1 – выпрямительный блок с вентиллятором;
2 – трехфазный понижающий трансформатор;
3 – рукоятка плавного регулирования сварочного тока;
4 – амперметр;
5 – кнопки "Пуск" и "Стоп";
6 – переключатель диапазонов сварочного тока;
7 – колесо;
8 – два разъема для подключения сварочного кабеля соответствующей полярности (+) и (–);
9 – разъем для подключения выпрямителя к сети.
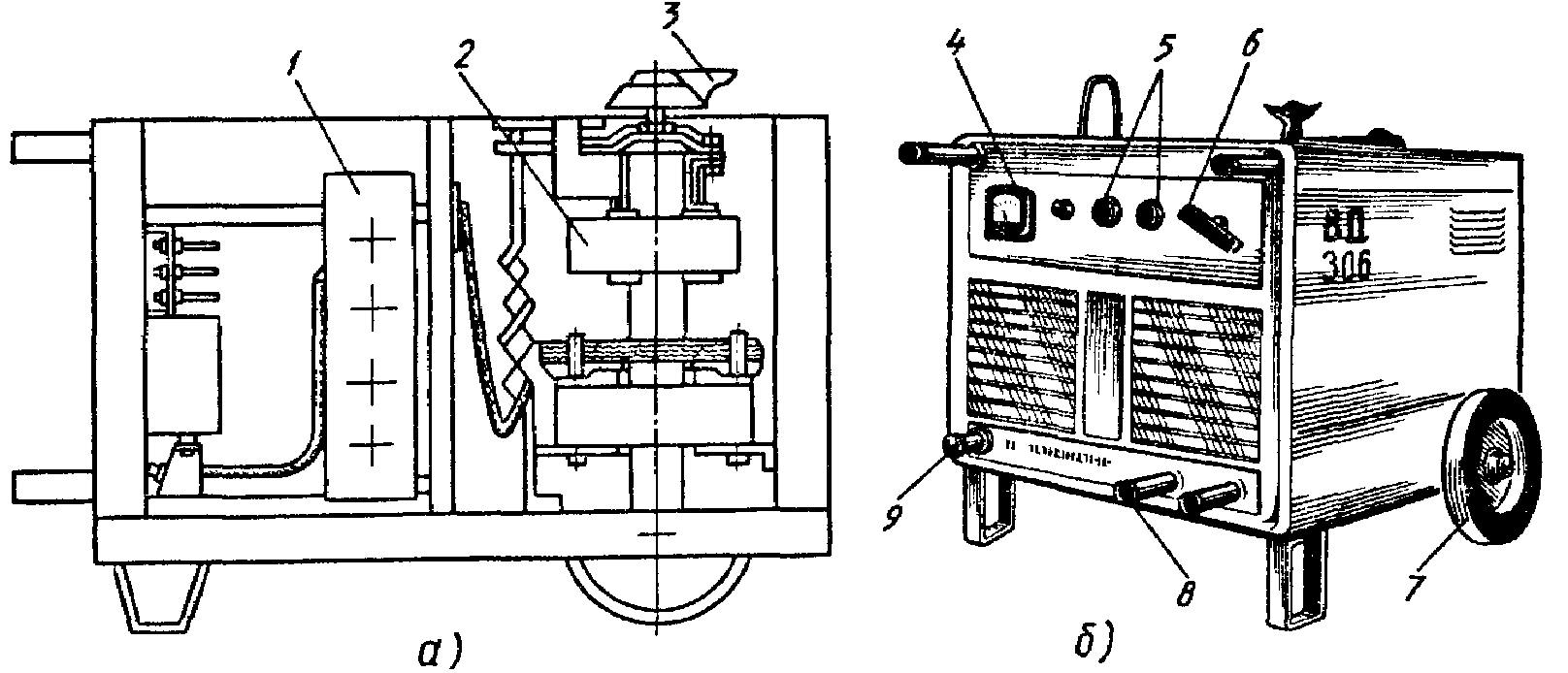
Выпрямитель ВД-306: а - вид сбоку со снятым кожухом, б – общий вид
Многопостовые сварочные выпрямители обеспечивают работу нескольких сварочных постов с помощью специального шиноподвода.
Различают многопостовые сварочные выпрямители для РДС и АДФ (типов ВКСМ, ВДМ), для сварки в углекислом газе (типов ВМГ, ВДГМ).