2. Условное обозначение швов сварных соединений, чтение чертежей
на чертеже

Структура условного обозначения
1 – обозначение стандарта на типы и конструктивные элементы швов;
2 – буквенно-цифровое обозначение шва;
3 – условное обозначение сварки;
4
– знак
![]() и размер катета для швов соединений
угловых, тавровых и нахлесточных
соединений;
и размер катета для швов соединений
угловых, тавровых и нахлесточных
соединений;
5 – размеры шва;
6 – вспомогательные знаки;
7 – порядковый номер одинаковых швов;
8 – количество одинаковых швов;
9 – обозначение контрольного комплекса.
Вспомогательные знаки
Вспомогательный |
Значение вспомогательного |
Расположение |
|
знак |
знака |
с лицевой стороны |
с обратной стороны |
1 |
2 |
3 |
4 |
|
Усиление шва снять |
|
|
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
|
|
Шов выполнить при монтаже изделия, т.е. при установке по монтажному чертежу |
|
|
Продолжение таблицы
1 |
2 |
3 |
4 |
|
Шов прерывистый ли точечный с цепным расположением |
|
|
|
Шов прерывистый ли точечный с шахматным расположением |
|
|
|
Шов по замкнутой линии |
|
|
|
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
|
Применяемые стандарты:
ГОСТ 5264-80 ручная дуговая сварка;
ГОСТ 8713-79 сварка под флюсом;
ГОСТ 14771-76 сварка в защитных газах;
ГОСТ 16037-80 соединения сварные стальных трубопроводов.
Буквенно-цифровое обозначение берется из соответствующего ГОСТа:
С, У, Т, Н (например С19).
Каждый вид сварки имеет несколько способов исполнения (кроме ручной дуговой), например, Афс, Кт, и. т.д.
Обозначения прерывистого шва: 50/100, 50Z100, где 50 – длина проваренного участка, 100 – шаг.
Нестандартные сварные соединения изображаются на чертеже с указанием размеров всех их конструктивных элементов.
Упрощения в обозначении сварных швов.
1. Если
на чертеже имеются группы однотипных
швов, то разрешается на обозначении
одного из сварных швов нанести полное
условное обозначение, например
 ,
а на других:
,
а на других:
 .
.
2. Если
все швы на чертеже одинаковы, то ставится
обозначение
![]() ,
и в технических требованиях приводятся
все необходимые сведения о выполнении
сварного соединения.
,
и в технических требованиях приводятся
все необходимые сведения о выполнении
сварного соединения.
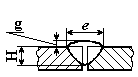
Основные параметры сварных швов
|
e – ширина шва; g – высота усиления шва; H – глубина проплавления (для одностороннего часто равна толщине свариваемого изделия) |
|
|
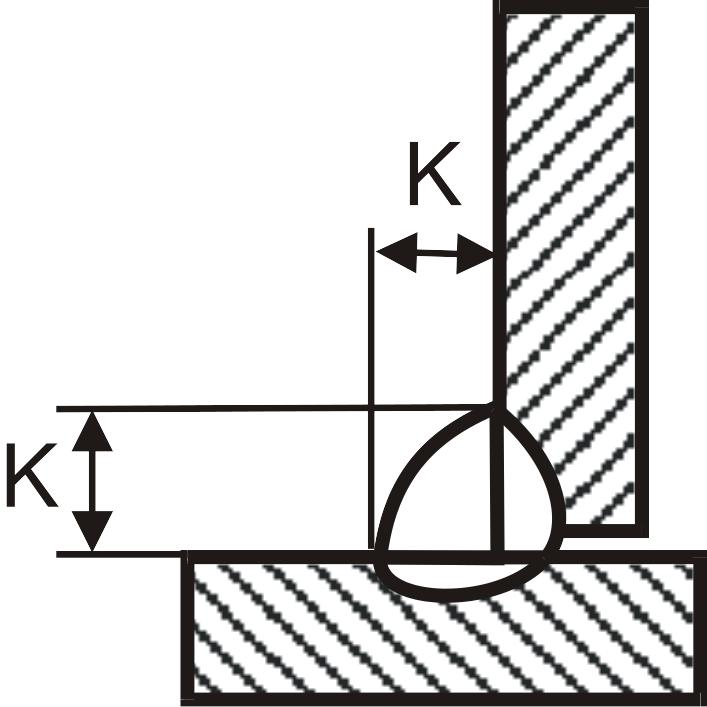
К – катет углового шва |
|