

1.2. Неплавящиеся электроды
Неплавящиеся вольфрамовые электроды применяются для сварки в среде инертных газов (аргон, гелий) и для плазменных процессов резки, наплавки и напыления (ГОСТ 23949-80).
В зависимости от химического состава: ЭВЧ - из чистого вольфрама, ЭВЛ из вольфрама с присадкой оксида лантана, ЭВИ-1, ЭВИ-2, ЭВИ-3 из вольфрама с присадкой оксида иттрия, ЭВТ-15 из вольфрама с присадкой оксида тория (радиоактивны).
Диаметр электродов может находится в пределах от 0,5 до 10 мм. Пример условного обозначения электрода малки ЭВЛ, диаметром 2 мм и длиной 150 мм: ЭВЛ- 2-150- ГОСТ 23949-80.
У качественных электродов перед их использованием на поверхности не должно быть раковин, расслоений, оксидов, остатков технологических смазок, посторонних включений, загрязнений, следов волочения или поперечных рисок от шлифования глубиной более половины допуска электрода на диаметр. Внутренние расслоения и трещины не допускаются. Электроды должны быть прямыми (непрямолинейность не более 0,25% длины), иметь торцы после прямого среза и без сколов величиной более допуска электрода на диаметр.
Электроды маркируют (каждый электрод на одном торце или конце электрода, или на боковой поверхности у торца на длине 5-10 мм в вид полосы или точки) следующими цветами:
– черный - ЭВЛ,
– синий - ЭВИ-1,
– фиолетовый - ЭВИ-2,
– зеленый - ЭВИ-3,
– красный - ЭВТ-15.
ЭВЧ – не маркируется.
Угольные (графитовые электроды) в настоящее время применяют преимущественно для воздушно-дуговой строжки.
1.3. Стальная сварочная проволока
При сварке сталей в основном используют холоднотянутую стальную проволоку (по ГОСТ 2246-70) 75 марок.
В зависимости от уровня легирования: низкоуглеродистая (6 марок, Св-08, Св-08ГА и др.), легированная (30 марок, Св-08Г2С, Св-10НМА и др.) и высоколегированная (39 марок, Св-06Х19Н9Т, Св-12Х13 и др.).
В зависимости от назначения: для сварки (наплавки), для изготовления электродов.
По виду поверхности низкоуглеродистую и легированную: неомедненную, омедненную (О).
По требованию потребителя проволоку изготавливают электрошлаковым (Ш), вакумно-дуговым (ВИ) переплавами или в индукционных печах (ВИ).
Пример обозначения сварочной проволоки диаметром 1,6 мм, марки Св-08Г2С с омедненной поверхностью: 1,6 Св-08Г2С-О ГОСТ 2246-70.
Поверхность проволоки должна быть чистой и гладкой без окалины, следов ржавчины, масла и других загрязнений.
1.4. Сварочные флюсы
Сварочные флюсы применяют при механизированной сварке под флюсом, по флюсу, с магнитным флюсом и при электрошлаковой сварке.
По способу изготовления флюсы классифицируют на: плавленные, керамические и плавленно-керамические.
Плавленные флюсы. Компоненты флюса расплавляют, выливают в водоохлаждаемую форму, непосредственно в воду или распыляют в струе сжатого воздуха. При этом получают стекловидные, пемзовидные или кристаллические флюсы.
Керамические флюсы. Керамические флюсы изготавливают из компонентов и по технологии изготовления обмазок для электродов. Некоторые разновидности керамических флюсов получают спеканием.
Плавленно-керамические флюсы. Плавленно-керамические флюсы наиболее часто изготавливают по технологии получения керамических флюсов, но в качестве компонентов используют зерна плавленных флюсов.
По химическому составу флюсы классифицируют на: оксидные, солевые и солеоксидные.
Оксидные флюсы состоят из оксидов металлов и могут содержать до 10% фторидных соединений. Их преимущественно применяют для сварки углеродистых и низколегированных сталей.
Флюсы солевой группы состоят из фтористых и хлористых солей металлов. Их применяют для сварки алюминия, титана и других активных металлов.
Флюсы солеоксидной группы состоят из фторидов и оксидов металлов. Их применяют преимущественно при сварке и наплавке средне- и высоколегированных сталей и сплавов.
По основности флюсы классифицируют на: кислые, основные и нейтральные.
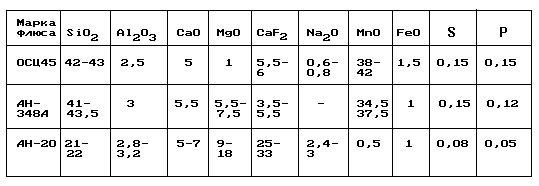
Типовые флюсы при сварке сталей - это плавленные высокомарганцовистые АН-348А, ОСЦ-45 и безмарганцевые АН-20. Химический состав флюсов представлен в табл.1.
Флюсы АН-348А и ОСЦ-45 имеют более кислотный характер, чем АН-20.
При сварке низкоуглеродистых и низколегированных сталей применяют следующую типовую систему сварочных материалов: сварочная проволока Св-08 и флюс АН-348А (ОСЦ-45). При этом требуемая прочность сварного шва обеспечивается за счет легирования шва марганцем из флюса.
1.5. Защитные газы
Электродуговая сварка в защитных газах осуществляется с защитой зоны сварки струей газа (струйная защита), в камерах, заполненных защитным газом (обитаемые камеры со шлюзовой системой, где сварщики работают в скафандрах) и в камерах с контролируемой атмосферой (применяются при сварке тугоплавких металлов, например изделий из вольфрама).
В качестве защитных газов используют:
1. Инертные газы (Ar, He). Аргон и гелий являются инертными по отношению к всем свариваемым металлам; при сварке меди инертным газом также считается азот. Инертные газы химически не взаимодействуют с металлом сварочной ванны
2. Активные газы (CO2, O2, N2, H2). В настоящее время N2 и H2 (атомно-водородная сварка) не используются.
3. Смеси активных газов, а также смеси активных и инертных газов, например: 70%CO2 + 30%O2, 98%Ar-2%O2 и т. д..
При сварке в среде защитного газа сварочная дуга, сварочная ванна и нагретые участки основного металла изолируются от атмосферы воздуха. Качественное оттеснение воздуха защитным газом при струйной защите происходит только в том случае, если течение газа ламинарное, что наблюдается в случае, когда скорость истечения газа из сварочной горелки не превышает заданного значения.
Аргон – бесцветный, неядовитый газ, почти в 1,5 раза тяжелее воздуха. Аргон получают низкотемпературной ректификацией воздуха. Газообразный аргон отпускают, хранят и транспортируют в стальных баллонах или в автоцистернах под давлением 150,5 МПа или 201 МПа. (1 МПа = 10 атм).
При доставке газообразного аргона в стальных баллонах емкостью 40 дм3 под давлением 15 МПа объем газа в баллоне при 20оС и атмосферном давлении составляет 6,2 м3.
Жидкий аргон перевозят железнодорожным транспортом в специальных цистернах и автомобильными газификационными установками.
Жидкий аргон (кипящая при низких температурах жидкость) способен вызывать обморожение кожи и поражение слизистой оболочки глаза.
Выпускают два сорта аргона, различающихся по содержанию примесей: высший и первый.
Гелий – бесцветный, неядовитый газ, значительно легче воздуха. Гелий получают в местах, где он выделяется из земли (обычно в месте залегания распадающихся горных пород, содержащих уран).
Газообразный гелий для сварки поставляют в стальных баллонах под давлением 15 МПа трех сортов, различающихся по содержанию примесей: А, Б и В.
Углекислый газ (CO2) – бесцветный газ, имеет кисловатый запах и вкус, тяжелее воздуха в 1,5 раза.
Углекислый газ получают в промышленности несколькими способами:
– из газов, образующихся при брожении спирта, пива, расщепления жиров;
– из отходящих газов химических производств (в первую очередь синтеза аммиака и метанола);
– из дымовых газов промышленных котельных, сжигающих уголь, природный газ и другое топливо.
Углекислый газ для сварки поставляют и перевозят в стальных баллонах в сжиженном состоянии, где СО2 находится под давлением 6-7 МПа (при 20оС), или перевозят в сжиженном состоянии в автомобильных транспортных цистернах.
В одном стальном баллоне емкостью 40 дм3 находится 25 кг жидкой углекислоты, при испарении которой образуется 12,6 м3 газообразного СО2.
Баллоны для сжатых и сжиженных газов окрашивают в различные цвета:
Газ |
Цвет баллона |
Надпись на баллоне |
Цвет надписи |
Цвет полосы на баллоне |
Азот |
Черный |
Азот |
Желтый |
Коричневый |
Аргон |
Серый |
Аргон |
Зеленый |
Зеленый |
Водород |
Темно-зеленый |
Водород |
Красный |
– |
Воздух |
Черный |
Сжатый воздух |
Белый |
– |
Гелий |
Коричневый |
Гелий |
Белый |
– |
Кислород |
Голубой |
Кислород |
Черный |
– |
Двуокись углерода сварочная |
Черный |
Двуокись углерода сварочная |
Желтый |
– |