

2. Сущность основных способов сварки плавлением
Сварка покрытыми электродами
|
Ручная дуговая сварка 1 – изделие; 2 – электрод; 3 – держатель |
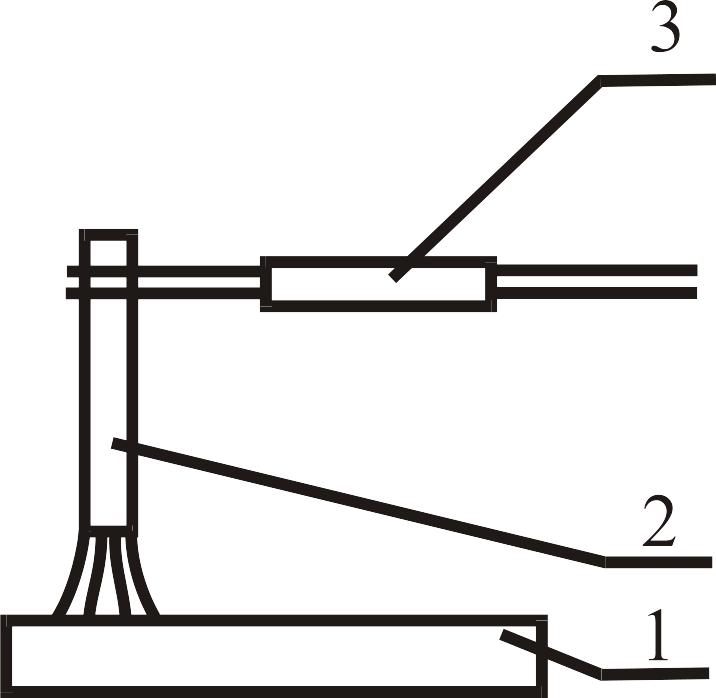
Сварка в защитном газе:
плавящимся электродом
|
1 – сварочная проволока; 2 – сопло; 3 – изделие |
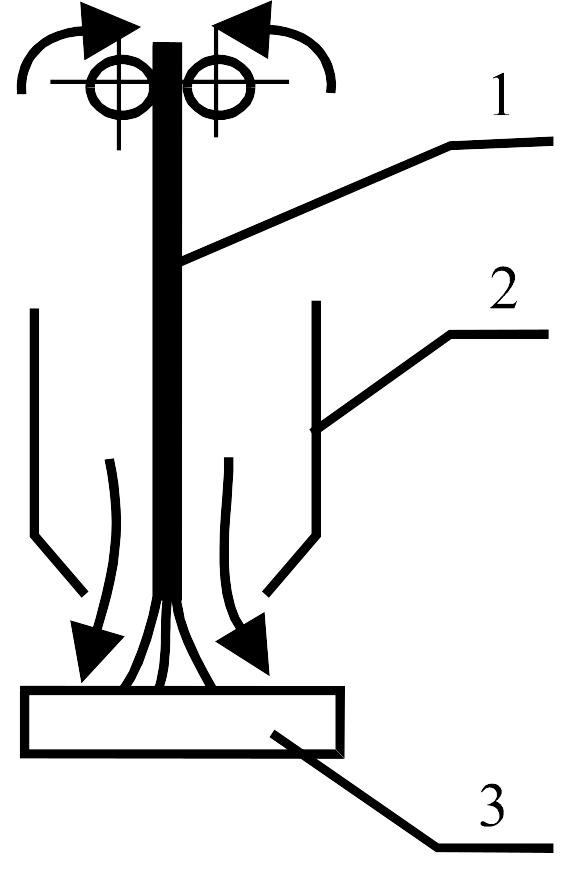
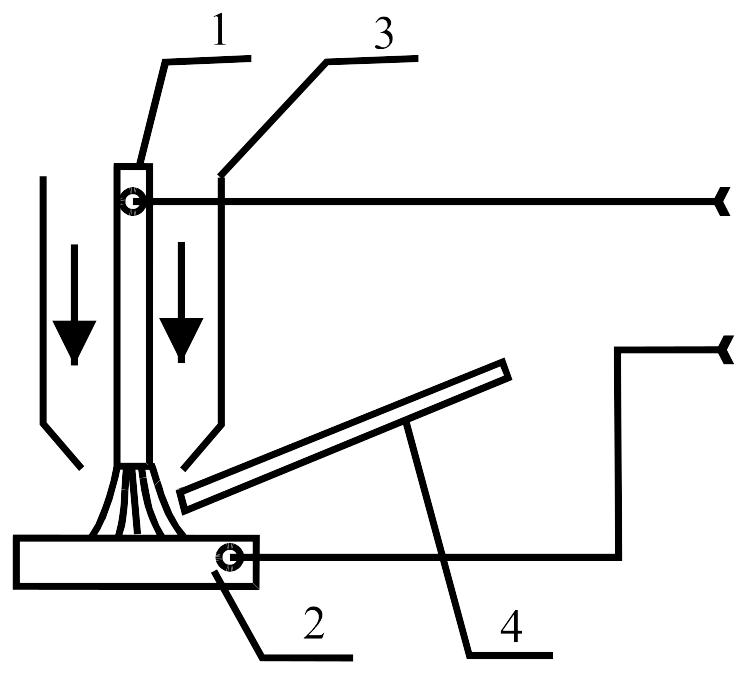
неплавящимся электродом
|
1 – неплавящийся электрод; 2 – изделие; 3 – сопло; 4 – присадочная проволока (присадка, пруток)
|
Сварка под флюсом
|
1 – сварочная дуга; 2 – изделие; 3 – сварочная проволока; 4 – флюс; 5 – сварочная ванна; 6 – жидкая пленка флюса; 7 – сварной шов; 8 – шлаковая корка; 9 – остаток флюса |
Электрошлаковая сварка
|
1 – сварочная проволока; 2 – изделие; 3 – сварной шов; 4 – шлаковая ванна; 5 – металлическая ванна; 6 – капли электродного металла |
Лекция №2 Теоретические основы электродуговой сварки плавлением – 4 ч
1. Сварочная дуга и сущность протекающих в ней процессов, основные участки сварочной дуги.
2. Статическая вольт-амперная характеристика сварочной дуги.
3. Действие магнитных полей и ферромагнитных масс на сварочную дугу.
4. Перенос металла через дугу.
5. Тепловые процессы при ЭДС плавлением.
6. Технологические особенности и условия устойчивого горения сварочной дуги.
1. Сварочная дуга и сущность протекающих в ней процессов, основные участки сварочной дуги
Сварочная дуга – это электрический разряд в атмосфере газов и паров металла.
|
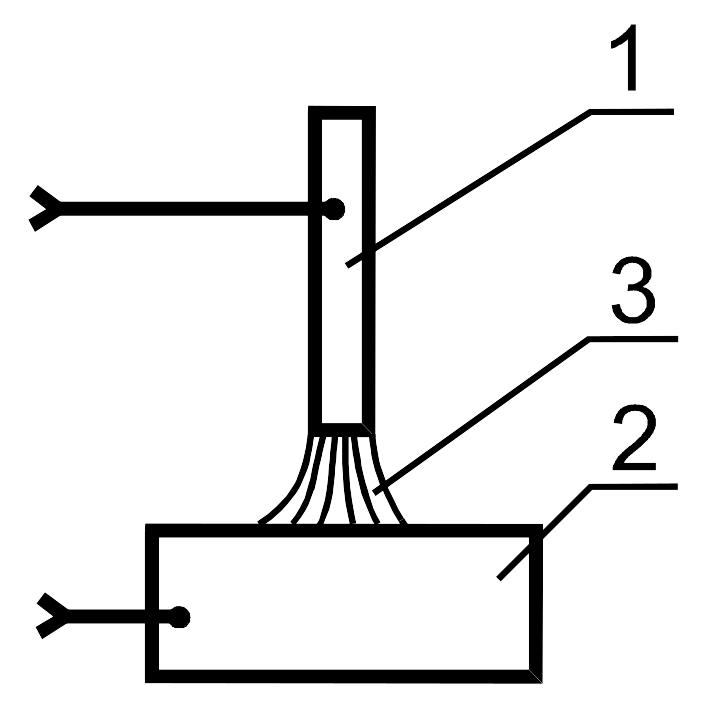
Дуга прямого действия: 1 – электрод 2 – изделие 3 – дуга |
|
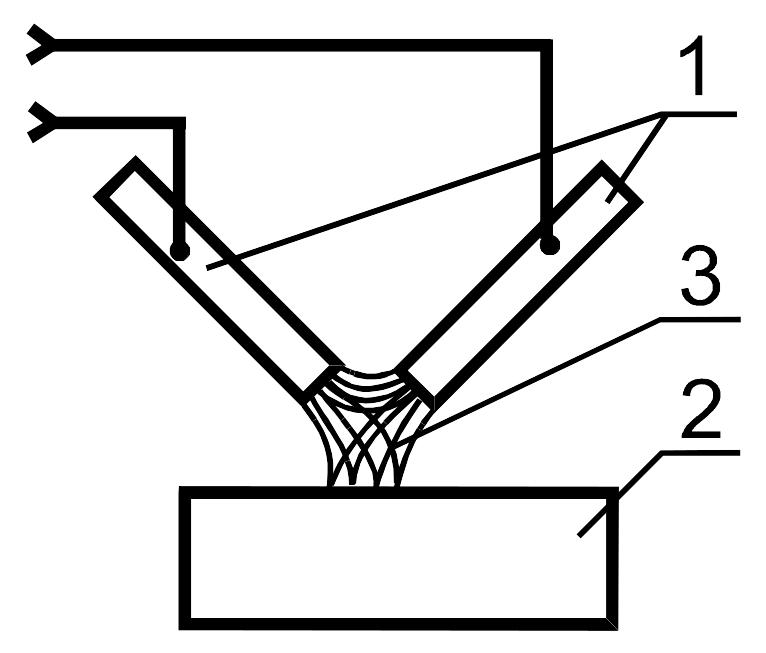
Дуга косвенного действия (изделие не включено в электрическую цепь) 1 – электрод 2 – изделие 3 – дуга |
Строение дуги
|
1 – катодное пятно 2 – анодное пятно 3 – столб дуги |

Та,к 3500 К (температура кипения металла).
Тст.д. 6000 К – пар металла (покрытый электрод, СО2, под флюсом).
Ar 10000 К.
He 20000 К.
Способы зажигания сварочной дуги: касанием; с помощью осциллятора.
Процессы в сварочной дуге: эмиссия (появление электронов проводимости), ионизация (образование положительно заряженных частиц), рекомбинация (объединение отрицательных электронов и положительных ионов в нейтральные атомы).
2. Статическая вольт-амперная характеристика сварочной дуги
Статическая вольтамперная характеристика дуги (зависимость напряжения дуги от протекающего через сварочную дугу тока)
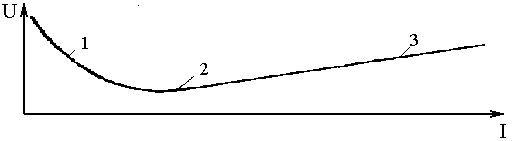
Статическая вольтамперная характеристика дуги
Кривую статической характеристики можно разделить на три области: падающую (1), жесткую (2) и возрастающую (3).
Горение дуги в первой области отличается малой устойчивостью.
Сварка дугой с жесткой статической характеристикой применяется преимущественно при ручной сварке.
Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки.