

11. Сварочные полуавтоматы
В настоящее время существует приблизительно 60 разновидностей шланговых полуавтоматов. Они отличаются друг от друга по следующим признакам:
а)по способу поддержания постоянства параметров дуги:
- с саморегулированием;
- с принудительным регулированием;
б) по способу подачи проволоки:
- толкающего типа, когда проволока подается путем проталкивания ее через гибкий шланг к держателю;
- тянущего типа, когда проволока протаскивается через гибкий шланг;
- тянуще-толкающего типа;
--а)по типу исполнения:
- передвижные;
- ранцевые;
- переносные;
г) по виду проволоки: -сплошного сечения;
- порошковой;
д) по способу регулирования скорости подачи проволоки:
- с плавным регулированием;
- со ступенчатым регулированием;
- с плавно-ступенчатым.
Основными элементами полуавтоматов являются: держатель, гибкие шланги, механизм подачи сварочной проволоки, кассеты со сварочной проволокой, шкаф управления. Полуавтоматы комплектуются источниками питания. Параметры ряда выпускаемых полуавтоматов для сварки в защитном газе:
Параметры |
ПДГ-507 У3 |
А-1230М |
ПДГ-508 У3 |
1 |
3 |
4 |
5 |
Номинальный сварочный ток, А |
500 |
315 |
500 |
Пределы регулирования сварочного тока, А |
160-500 |
100-5ОО |
15О-500 |
Диаметр электродной проволоки, мм |
1,6-2,0 |
0,8-1,2 |
1,0-2,0 |
Скорость подачи электродной проволоки, м/ч |
120-900 |
160-670 |
100-740 |
Масса подающего устройства, кг |
24 |
15.0 |
24 |
Расход защитного газа(С02), л/ч |
8-20 |
8-20 |
8-20 |
Основные узлы сварочного полуавтомата ПДГ-508 У3:
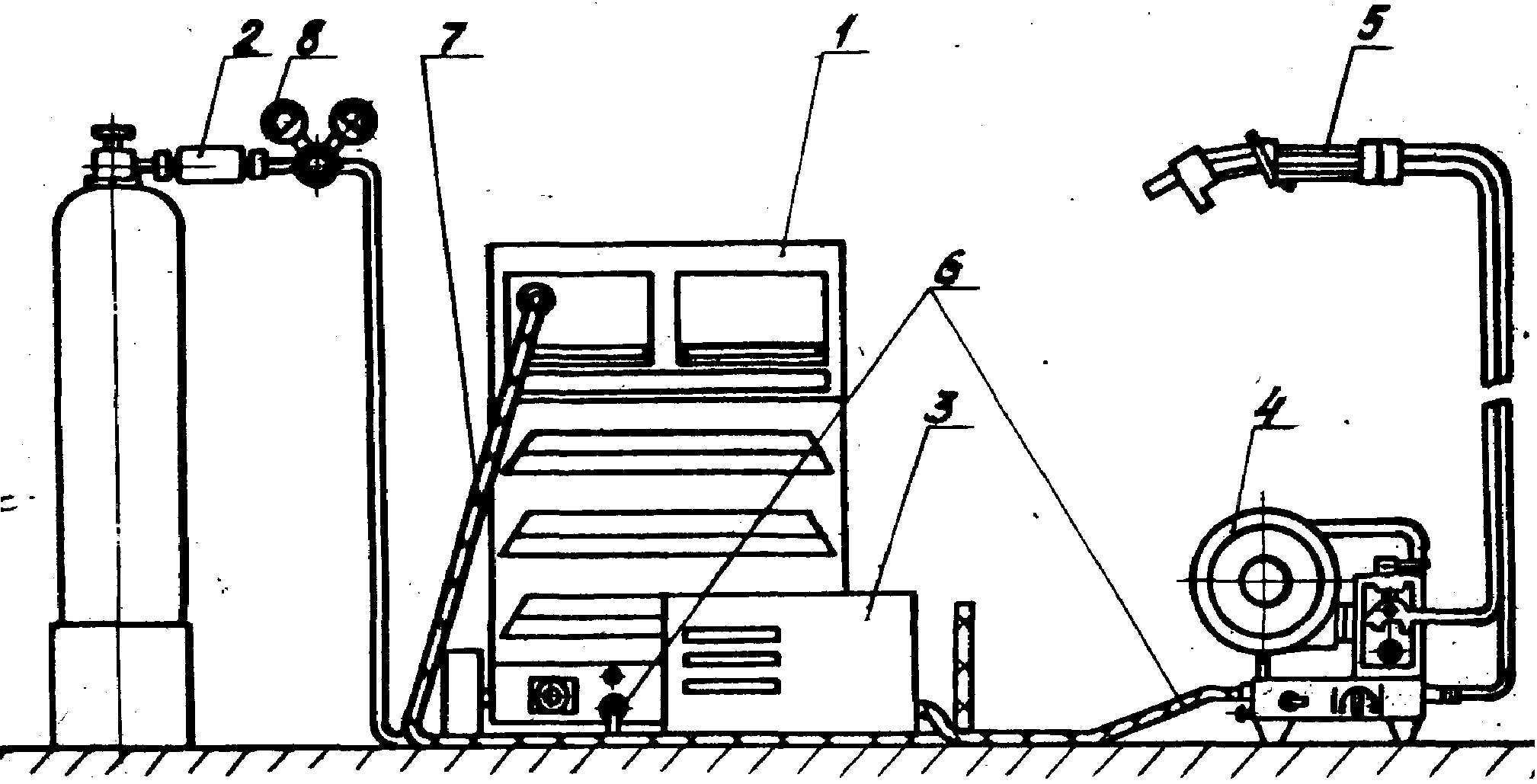 1
– источник сварочного тока; 2 –
подогреватель газа; 3 – шкаф управления;
4 – полуавтомат; 5 – держатель; 6 –
сварочные кабели; 7 – кабель управления;
8 – редуктор газовый.
1
– источник сварочного тока; 2 –
подогреватель газа; 3 – шкаф управления;
4 – полуавтомат; 5 – держатель; 6 –
сварочные кабели; 7 – кабель управления;
8 – редуктор газовый.
Лекция №9 Общие сведения о дефектах сварки плавлением и контроле качества сварных соединений – 4 ч
1. Факторы обеспечения качества при электродуговой сварке плавлением. Общие сведения о системе менеджмента качества сварочного производства.
2. Дефекты сварных швов. Классификация. Основные понятия и определения.
3. Основные сведения о методах контроля качества.
3.1. Неразрушающие метода контроля качества.
3.2. Механические испытания сварных соединений.
1. Факторы обеспечения качества при электродуговой сварке плавлением.
Общие сведения о системе менеджмента качества сварочного производства
Качество продукции (ГОСТ 15467-89) – это совокупность свойств продукции, обусловливающих ее природность удовлетворять определенные потребности в соответствии с ее назначением. Понятие «качество сварного соединения» является обобщенной характеристикой совокупности контролируемых параметров: отсутствие недопустимых дефектов, механические свойства сварного соединения, структура металла шва и З.Т.В., коррозионная стойкость и т.д. Требования к изделию, т.е. к качественной продукции, оговариваются в чертежах, нормативных документах и в технологическом процессе.