

Федеральное агентство по образованию РФ
Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет
Кафедра сварки, литья и технологии конструкционных соединений
А. А. Протопопов
д-р техн. наук, профессор
ОСНОВЫ СВАРОЧНЫХ ПРОЦЕССОВ И ТЕХНОЛОГИИ СВАРКИ
КОНСПЕКТ ЛЕКЦИЙ
для студентов
направления подготовки: 150400
«Технологические машины и оборудование»
(бакалавр)
очной формы обучения
2008 г.
АННОТАЦИЯ
В дисциплине “Основы сварочных процессов и технологии сварки” изучаются следующие вопросы.
Классификация способов сварки.
Теоретические основы электродуговой сварки плавлением.
Виды сварных соединений и швов при сварке плавлением.
Металлургические процессы при электродуговой сварке плавлением.
Технологические основы выполнения соединений при дуговой сварке.
Сварочные напряжения и деформации.
Общие сведения об источниках питания сварочной дуги и устройстве сварочных автоматов и полуавтоматов.
Общие сведения о дефектах сварки плавлением и контроле качества сварных соединений.
Основы материаловедения в сварке.
Технологичность сварных конструкций.
Общие сведения о технологическом процессе сварки. Основные понятия и определения.
Основные понятия о проектировании технологических процессов сборки- сварки.
Общие сведения о нормировании сварочных операций.
Оформление технологического процесса и маршрутного технологического процесса.
Лекционный курс в 7 семестре
Лекция №1 Вводная – 2 ч
1. Цель и задачи изучения курса.
2. Общие сведения о классификации процессов сварки.
3. Сущность основных способов сварки плавлением.
1. Классификация способов сварки
По ГОСТ 2601-84 “Сварка – это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместным действием того и другого.”
Процессы сварки классифицируются по физическим, техническим, технологическим и технико-экономическим признакам.
По физическим признакам можно выделить два класса: сварка плавлением (без давления) и сварка давлением (как с плавлением, так и без него).
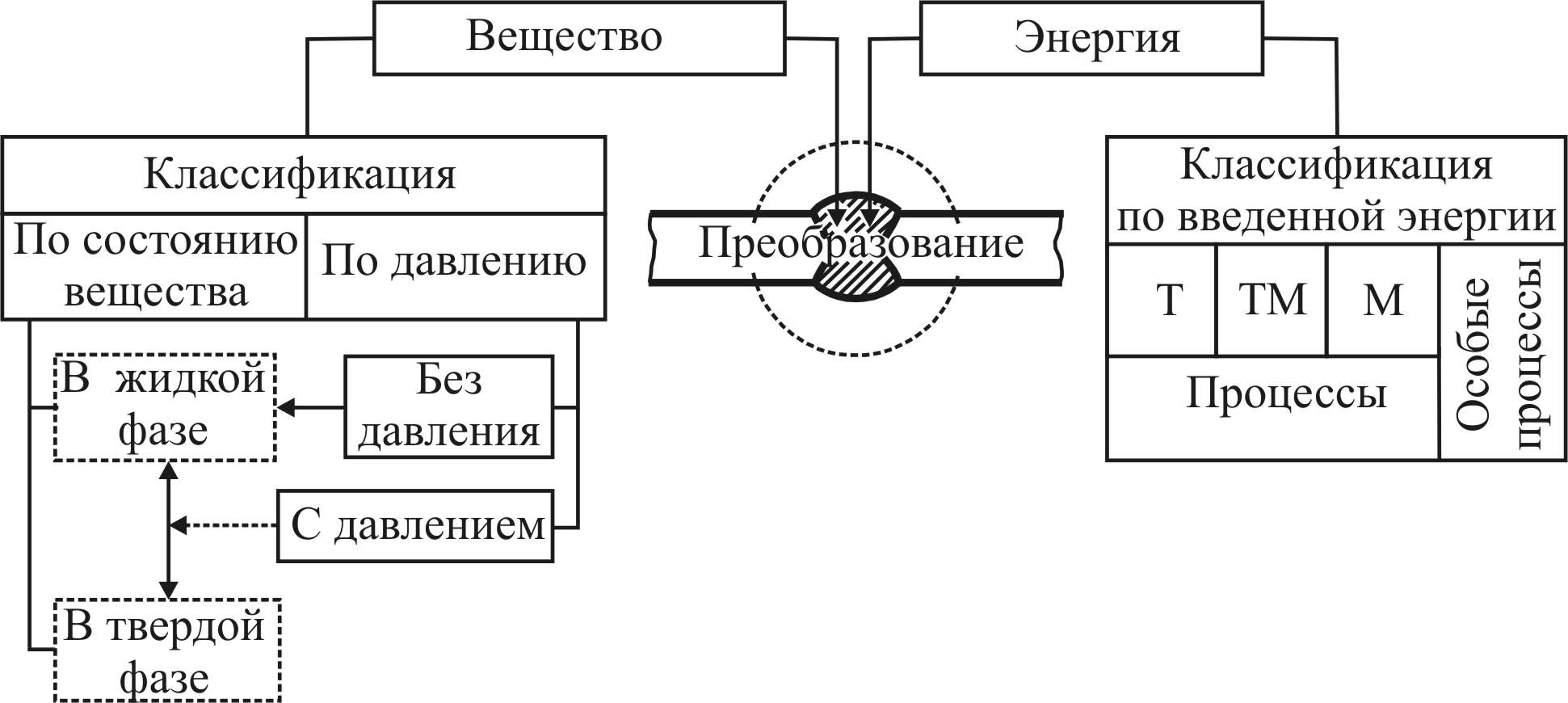
Рис. 1. Схема термодинамически необратимого превращения
энергии и вещества в стыке
По физическим признакам выделяют классы (по форме энергии, используемой для образования сварного соединения сварке); виды (по виду источника энергии, непосредственно применяемого для образования сварного соединения) (табл.1); дальнейшая классификация подразумевает методы и способы ведения процесса сварки.
Таблица 1
Классификация методов сварки металлов по физическим признакам
Классы |
Т-процессы |
ТМ-процессы |
М-процессы |
Виды |
Дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная и др. |
Контактная, дугоконтактная, диффузионная, термокомпрессионная и др. |
Холодная, ультразвуковая, трением, прокаткой, взрывом и др. |
Технические признаки: способ защиты металла в зоне сварки; непрерывность процесса сварки; степень механизации процесса сварки.
Технологические признаки устанавливаются для каждого вида сварки отдельно
В качестве технико-экономических признаков используют показатели: удельную энергию, необходимую для получения соединения, св (Дж/мм2), удельные затраты на сварку (руб./мм2) и др.
Затраты св
для многих видов соединений и материалов
в ТМ- и М-про-цессах меньше, чем в
Т-процессах. Например, при сварке встык
алюминиевых пластин толщиной 5 мм
требуется:
![]() при дуговой сварке
300 Дж/мм2, при контактной сварке
200 Дж/мм2, при холодной и лазерной
сварке 30 Дж/мм2.
при дуговой сварке
300 Дж/мм2, при контактной сварке
200 Дж/мм2, при холодной и лазерной
сварке 30 Дж/мм2.
1.1. Классификация сварки плавлением
По степени механизации: ручная, механизированная (полуавтоматическая, автоматическая), автоматизированная, в том числе роботизированная.
По роду тока: на переменном токе, на постоянном токе прямой полярности, на переменном токе, на постоянном токе обратной полярности.
По типу дуги: дуга прямого действия, дуга косвенного действия.
По типу электрода: плавящимся, неплавящимся.
По роду защиты зоны сварки от окружающей среды: без защиты (голым электродом), газовая защита (сварка в защитном газе), со шлаковой защитой (сварка под флюсом, электроды со стабилизирующим покрытием), газо-шлаковая защита (электроды с толстым покрытием, сварка самозащитной порошковой проволокой).
По условиям наблюдения за процессом горения дуги: открытая дуга (РДС, ПАДС), полуоткрытая (АДС Al по флюсу), закрытая (АДС под флюсом).
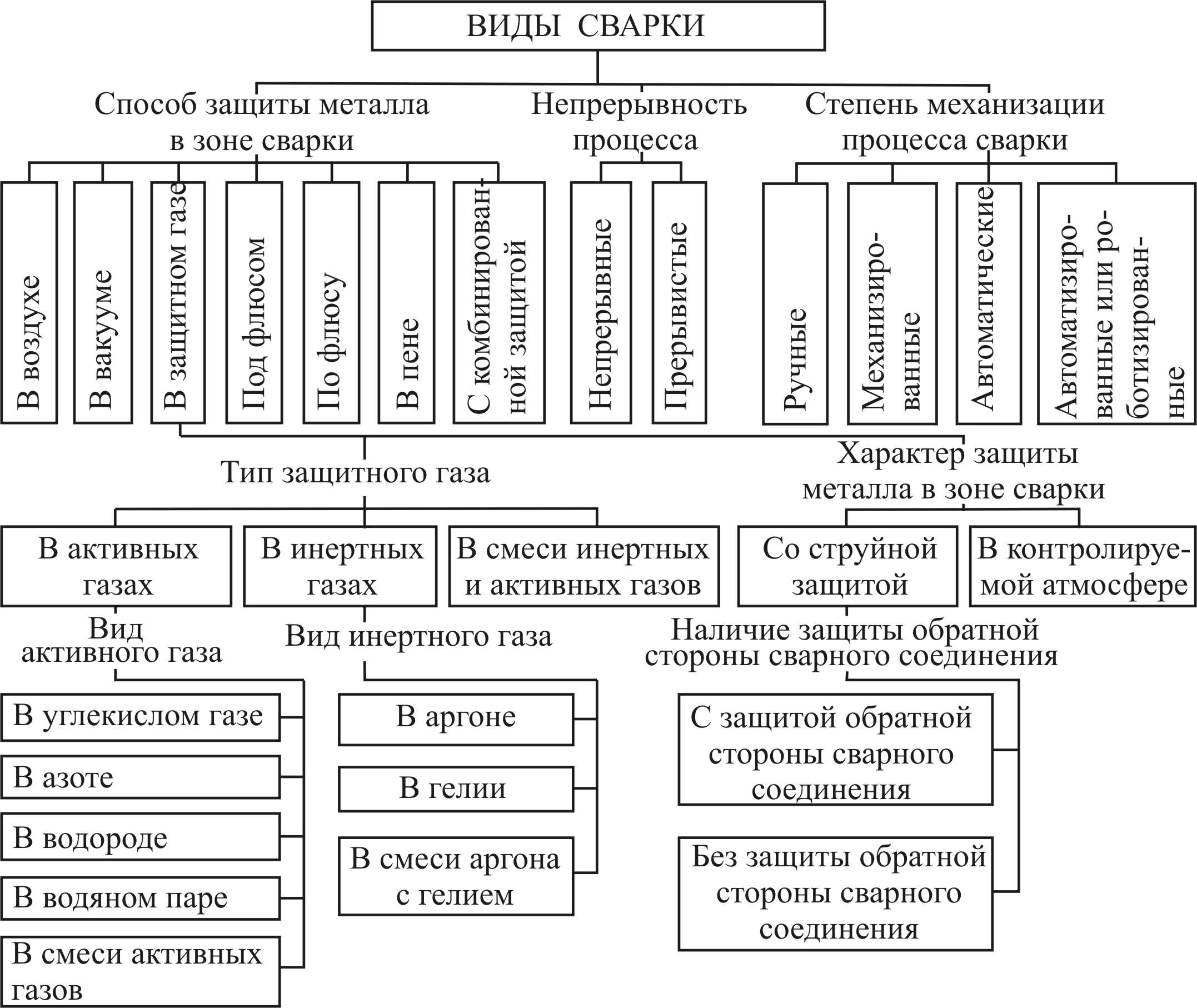
Рис. 2. Классификация современных дуговых видов сварки
по ряду технических признаков