

3. Действие магнитных полей и ферромагнитных масс
на сварочную дугу
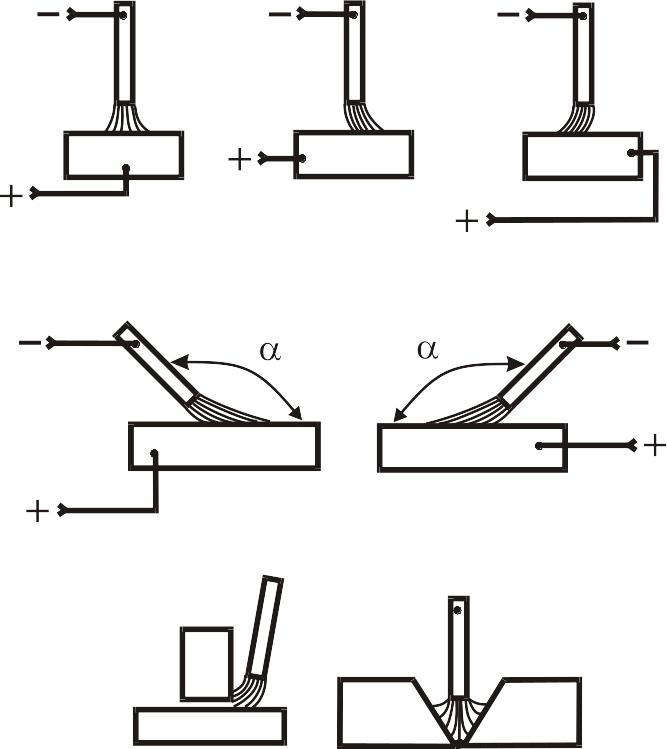
Меры предотвращения магнитного дутья при сварке на постоянном токе:
– сварка короткой дугой,
– подвод сварочного тока в точке, максимально близкой к дуге,
–изменение наклона электрода,
– размещение у места сварки компенсирующих ферромагнитных масс.
Магнитное дутье на переменном токе выражено слабо, т.е. практически отсутствует.
|
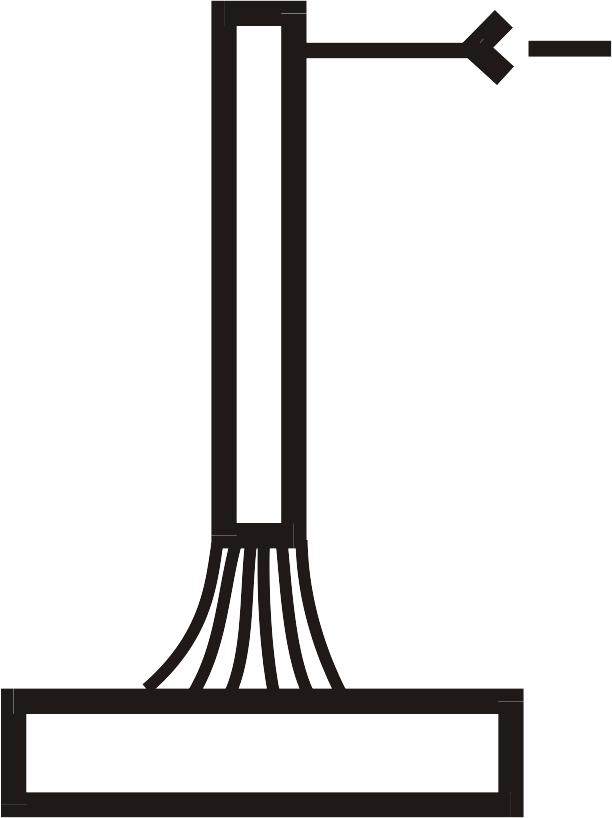
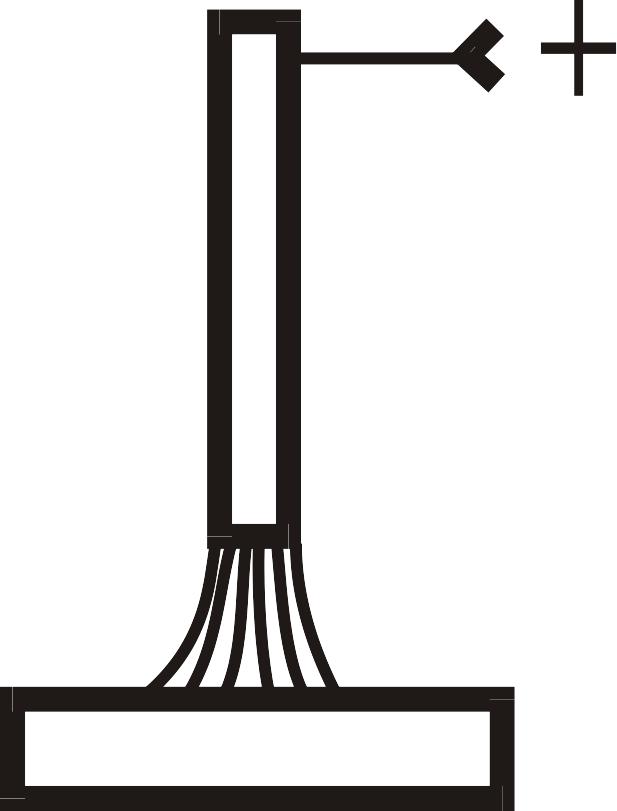
Влияние места токоподвода
Влияние угла наклона электрода
Влияние ферромагнитных масс |
Магнитное дутье при сварке на постоянном токе |
|
4. Перенос металла через дугу
Крупнокапельный, мелкокапельный, особомелкокапельный, струйный.
Время переноса капель через дуговой промежуток ~ 10-3 – 10-1 с.
Средняя Т капель при различных способах сварки 2100 – 3200 оС.
Сварка покрытыми электродами и самозащитной порошковой проволокой – крупнокапельный, мелкокапельный, туманообразный (особомелкокапельный).
Сварка под флюсом – перенос каплями через дуговой промежуток и в потоке шлака. При сварке на больших токах ванна пульсирует и жидкий металл смывается с торца электрода.
Сварка в СО2 – крупнокапельный (брызги привариваются к изделию).
70% СО2 + 30% О2 или 82%Ar + 18%CO2– мелкокапельный и особомелкокапельный (брызги удаляются металлической щеткой).
При сварке в среде других защитных газов перенос капельный или струйный.
5. Тепловые процессы при эдс плавлением
Определенная часть энергии дуги вводится в металл (нагрев изделия, нагрев электрода), другая часть бесполезно уходит в окружающую среду.
Количество теплоты, введенное в металл в единицу времени, называется эффективной тепловой мощностью сварочной дуги
![]() ,
,
где Q – й тепловой мощностью сварочной дуги, кал/с; – коэффициентом полезного действия сварочной дуги (0,7-0,97 - для различных способов сварки) Iсв – сварочный ток, А, Uд – напряжение на сварочной дуге, В.
Погонная энергия сварки характеризует количество теплоты, вводимое на еденицу длины шва (по отношению к одному проходу), qn
qn=Q/Uсв,
где Uсв – скорость сварки.
Отношение эффективной тепловой мощности к всей мощности, затрачиваемой при сварке, называется эффективным коэффициентом полезного действия сварочной дуги .
|
|
Прямая полярность |
Обратная полярность |
Плотность энергии в пятне нагрева ~ 105 Вт/см2.
Обратная полярность – тепловыделение на изделии больше (катод бомбардируют ионы + размеры катодного пятна больше).
Схема нагревания тела. В процессе распространения теплоты при сварке в свариваемом изделии выделяют 3 стадии:
– Теплонасыщение (в начале сварки). В температурном поле, перемещаемом вместе с источником тепла температура нарастает. Это происходит в начале и в конце шва. Протяженность таких участков по длине шва составляет около 5 мм при РДС и ПАДС в СО2 и около 25-30 мм при сварке под флюсом. Поэтому при АДФ начало и конец сварного шва выводят на выводные планки.
– Предельное квазистационарное состояние. На данной стадии подвижное температурное поле практически неизменно. Параметры сварного шва в поперечном сечении в данном случае практически постоянны.
– Выравнивание температуры после сварки. Для уменьшения скорости остывания металла (для предотвращения закалки металла) при сварке используют предварительный или сопутствующий подогрев (газовыми горелками, индукционными печами). При многослойной сварке предварительный подогрев осуществляется при наложении предыдущего слоя.