

6. Сварочные агрегаты. Назначение и классификация. Основные узлы
Сварочный агрегат состоит из генератора постоянного тока и двигателя внутреннего сгорания, валы которых соединены эластичной муфтой. Генератор и двигатель установлены на общей раме. Двигатель снабжен регулятором оборотов и баком для горючего. Агрегат может быть установлен в кузове автомашины, на автомобильном или тракторном прицепе. Агрегаты предназначены для питания сварочных постов при работе в полевых условиях и различаются по мощности, типу двигателя, способу транспортировки. Агрегаты АСБ, АДБ, ПАС имеют бензиновые карбюраторные двигатели; АДД, АСД, АСДП – дизельные двигатели.
Сварочный преобразователь представляет собой комбинацию асинхронного электродвигателя переменного тока и сварочного генератора постоянного тока, собранных в одном корпусе. Ротор двигателя и якорь генератора находятся на одном валу. Преобразователь установлен на раме или на колесах.
Преобразователи бывают однопостовые и многопостовые; с крутопадающей характеристикой (ПД-501, ПСО-300-3 и т.д.), с падающей характеристикой (ПСО-500), с жесткой характеристикой (ПСГ-500) и универсальные (ПСУ-500).
Основные узлы преобразователя ПСГ-500:
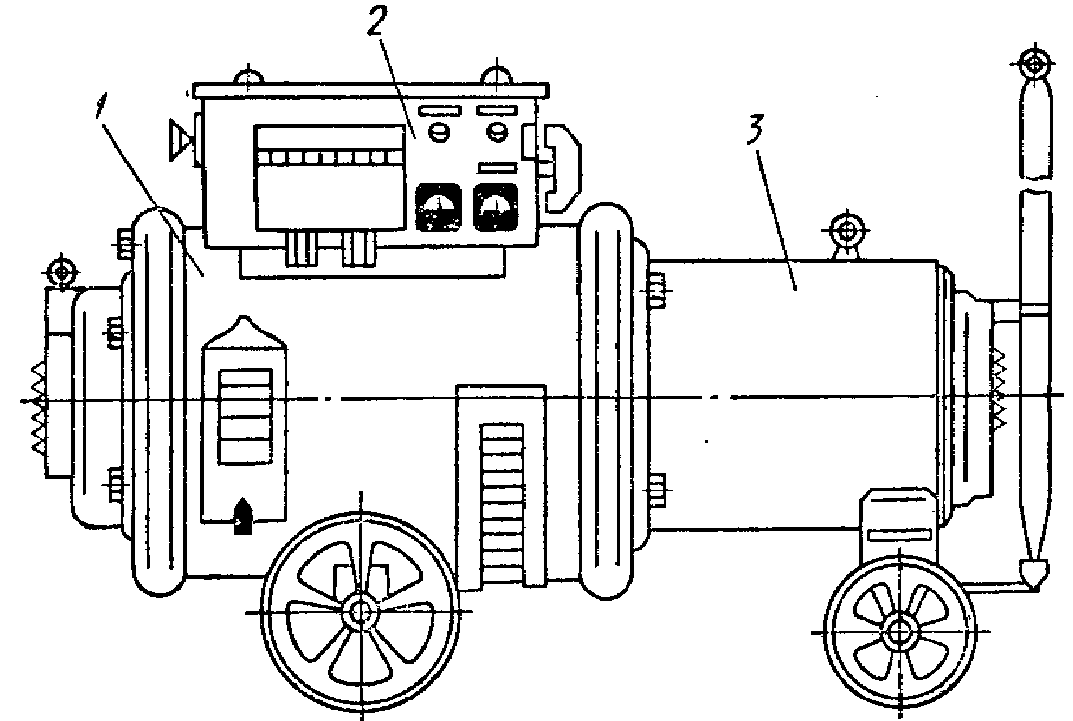
1 – сварочный генератор; 2 – распределительное устройство; 3 – электродвигатель.
7. Инверторы. Назначение и классификация. Основные узлы.
8. Источники питания с синергетикой.
9. Особенности эксплуатации и обслуживания ип сварочной дуги
Эксплуатация электрической части ИП включает в себя техническое обслуживание, ремонты, наладку и осуществляется наладчиками службы ГС. Техническое обслуживание состоит из ежедневных и периодических проверок. Ежедневно перед началом работы проверяют надежность заземления и присоединения сварочных кабелей к ИП и сварочной головке. Проводят осмотр проверку состояния контактора и контактов всех внешних соединений, изоляции, проводов. Наладчики СГС периодически проверяют режим работы ИП.
10. Сварочные автоматы
Автоматы для сварки под флюсом классифицируются :
– по способу перемещения вдоль шва – тракторного типа, подвесные и самоходные;
– по количеству электродов – одноэлектродные, многоэлектродные (несколькими изолированными токоподводами, от раздельных источников сварочного тока или расщепленным электродом от одного источника);
– по типу плавящегося электрода – для сварки электродной проволокой, ленточным электродом или стержнями;
– по роду тока – для сварки на постоянном или переменном токе.
Автомат для сварки под флюсом включает следующие основные узлы: механизм подачи электродной проволоки (ленты), токоподвод, механизмы настроечных или регулировочных перемещений, кассету с электродной проволокой, флюсовую аппаратуру, тележку (для перемещения относительно изделия), пульт управления и источник сварочного тока.
Автоматы тракторного типа. Автоматы тракторного типа предназначены для сварки стыковых и угловых соединении, перемещаются либо по свариваемому изделию (АДФ-1002), либо по рельсовым направляющим, укладываемым на свариваемое изделие или возле него (АДФ-1201). Технические характеристики ряда автоматов тракторного типа для сварки под флюсом самоходных сварочных автоматов (АБСк, А-1416):
Тип, марка |
Номиналь-ный сварочный ток, кА |
Диаметр электрод-ной проволоки, мм |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Мас-са, кг |
АДФ-1002 |
1,0 |
3,0 – 5,0 |
60 – 360 |
12-80 |
45 |
АДФ-1201 |
1,25 |
2,0 – 6,0 |
60 – 360 |
12-120 |
78 |
АБСк |
1,0 |
3,0 – 6,0 |
43 – 142 |
22-71 |
325 |
А-1416 |
1,0 |
2,0 – 5,0 |
49 – 509 |
12-120 |
365 |
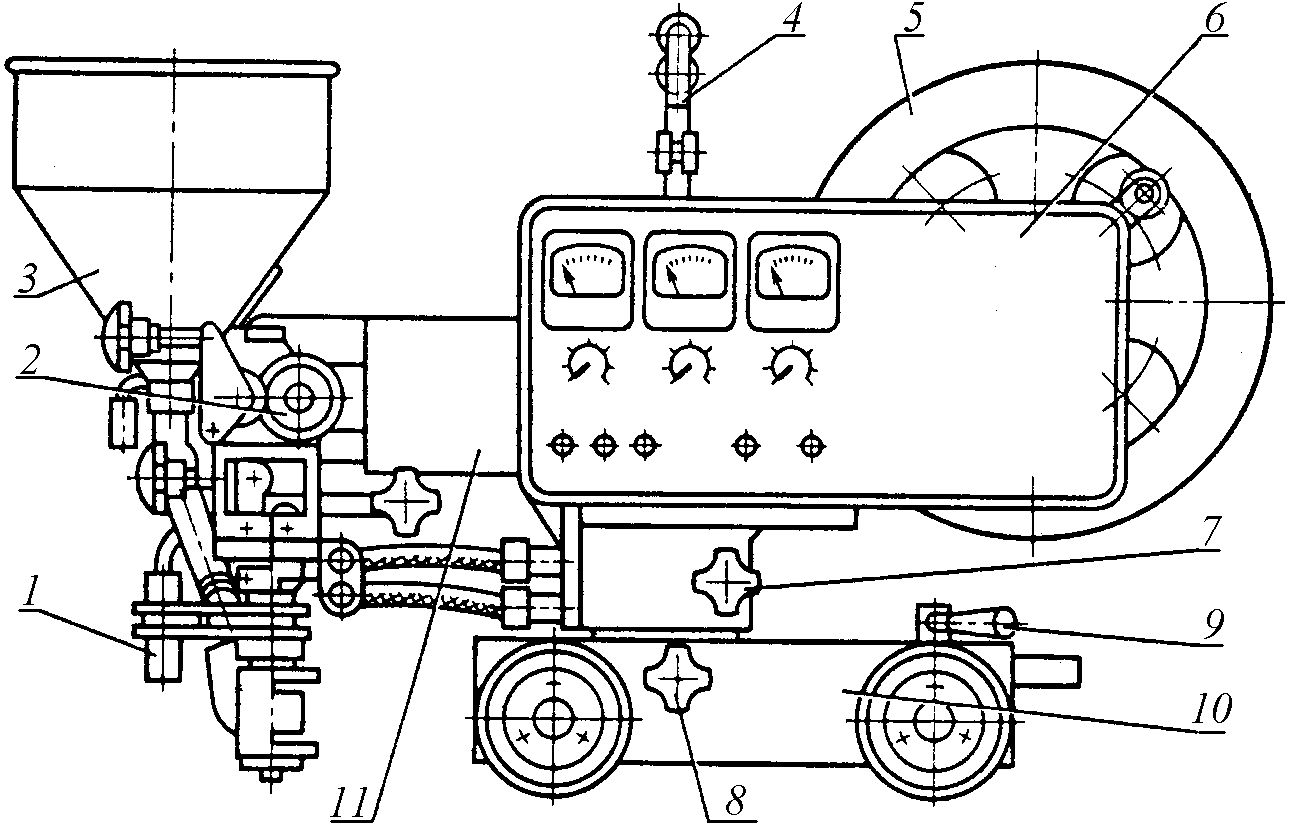
Сварочный автомат типа АДФ: 1 –светоуказатель; 2 – подающий механизм; 3 – флюсобункер; 4 – промежуточные ролики подачи сварочной проволоки; 5 – кассета с электродной проволокой; 6 – пульт управления; 7, 8 – маховики регулировки положения сварочной головки относительно сварного шва; 9 – рукояткиа для зацепления с приводом самоходной тележки; 10 – самоходная тележка; 11 –сварочная головка
Подвесные самоходные автоматы и головки. Стационарные самоходные автоматы или подвесные сварочные головки используются преимущественно в серийном и массовом производстве при сварке или наплавке крупных изделий, таких как балки, цилиндрические сосуды и валы, плоские секции, прямошовные и спиральношовные трубы, а также изделий с однотипными швами.
Подвесные самоходные автоматы и головки, как правило, входят в состав установок, включающих в себя, не только собственно автоматы, но и сборочно-сварочные приспособления, манипуляторы, кантователи, служащие для крепления и поворота свариваемых изделий, а также для перемещения изделий в направлении сварки.
Серийно производятся подвесные самоходные сварочные автоматы и головки как общего назначения, так и специальные.
Базовый унифицированный автомата А-1401 (АБСк), конструкция которого положена в основу при разработке современной серии самоходных сварочных автоматов, имеет вид
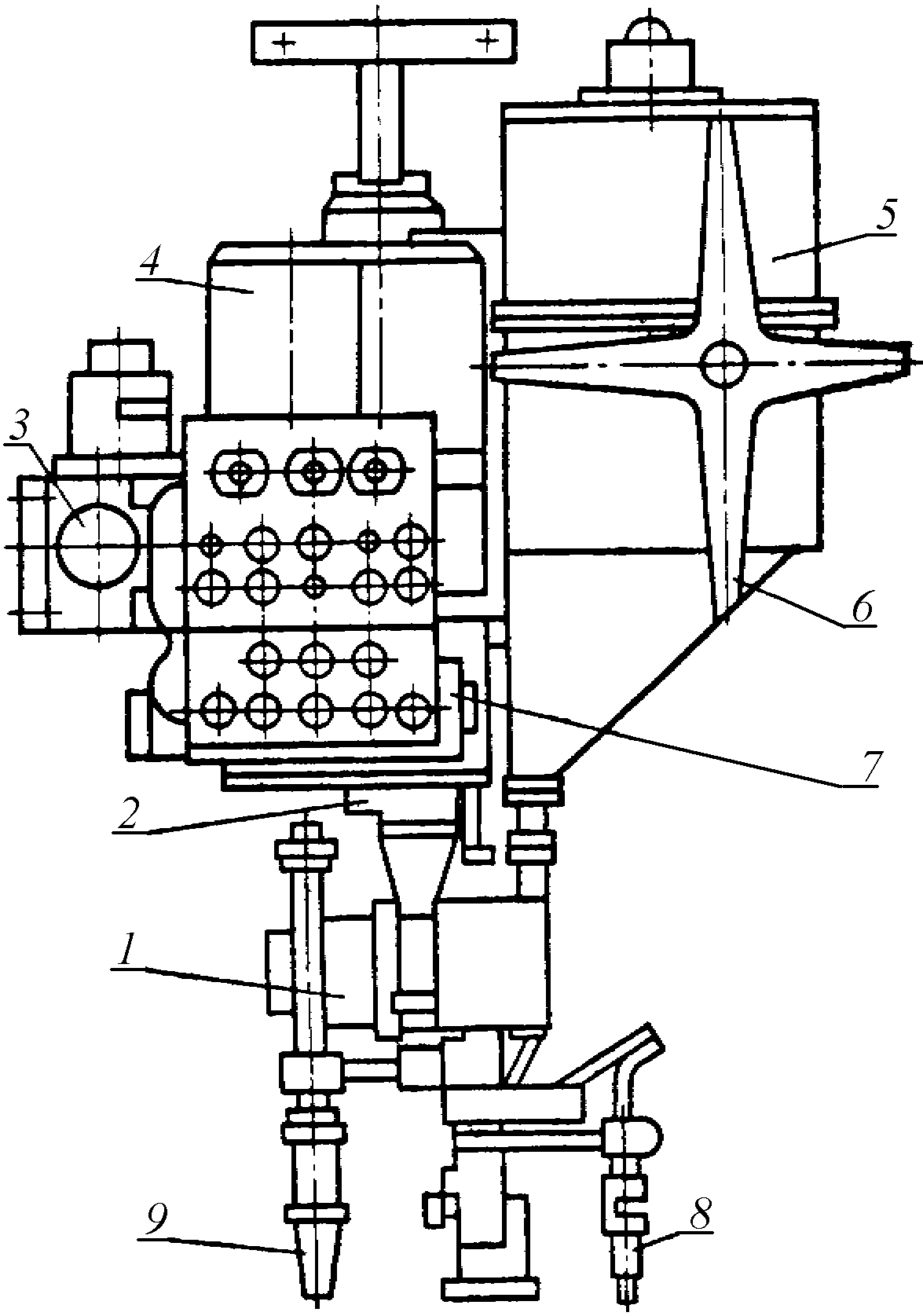
1 – механизм подачи электродной проволоки; 2 – суппорт поперечной настройки; 3 – самоходная тележкиа; 4 – штанга; 5 – флюсоаппарат; 6 – касета с электродной проволокой; 7 – механизм подъема; 8 – светоуказатель; 9 – флюсоотсос