

Лекция №8 Общие сведения об источниках питания сварочной дуги и устройстве сварочных автоматов и полуавтоматов– 4 ч
1. Основные требования, предъявляемые к ИП.
2. Внешние вольтамперные характеристики ИП.
3. Понятия о ПР и ПВ ИП в прерывистом режиме горения сварочной дуги.
4. Сварочные трансформаторы. Назначение и классификация. Основные узлы.
5. Сварочные выпрямители. Назначение и классификация. Основные узлы. Многопостовые сварочные выпрямители.
6. Сварочные агрегаты. Назначение и классификация. Основные узлы.
7. Инверторы. Назначение и классификация. Основные узлы.
8. Источники питания с синергетикой.
9. Особенности эксплуатации и обслуживания ИП сварочной дуги.
10. Сварочные автоматы.
11. Сварочные полуавтоматы.
1. Основные требования, предъявляемые к ип
Электрическая энергия подается в сварочную дугу от специального устройства – источника питания (ИП).
Источники общепромышленного назначения могут быть предназначены для одного или нескольких способов сварки:
– дуговой сварки покрытыми электродами;
– механизированной сварки плавящимся электродом в защитном газе;
– автоматической сварки под флюсом.
Источники питания можно классифицировать в зависимости от рода тока. В качестве источников переменного тока используются сварочные трансформаторы. Источниками постоянного тока являются сварочные выпрямители, преобразователи и агрегаты.
Существуют однопостовые и многопостовые источники питания сварочным током.
Источник питания должен удовлетворять следующим требованиям:
– обеспечивать надежное возбуждение дуги, поддерживать ее устойчивое горение;
– способствовать благоприятному переносу электродного металла и формированию сварного шва;
– обеспечивать возможность настройки требуемого режима сварки.
Эти требования обеспечиваются путем специальной проработки конструкции источника при его создании.
2. Внешние вольтамперные характеристики ип
Электрические свойства источника выражаются его внешней статической вольтамперной характеристикой. Внешняя статическая вольтамперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в), и возрастающей (г).
|
Внешние статические вольтамперные характеристики источников питания |
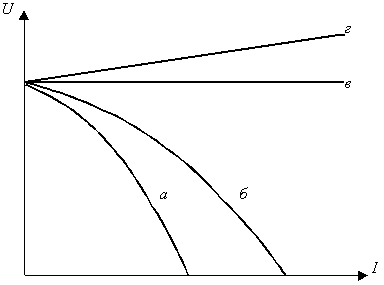
При ручной сварке покрытыми электродами применяются источники питания постоянного и переменного тока с крутопадающей внешней характеристикой. При сварке под флюсом применяют источники постоянного и переменного тока с пологопадающей внешней характеристикой. При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Источники питания с возрастающей внешней характеристикой применяются преимущественно при электрошлаковой сварке.
Методы регулирования тока и напряжения.
При отсутствии внешней нагрузки в сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое 60-80 В (напряжение холостого хода). Регулировать сварочный ток трансформатора можно двумя способами:
– изменением напряжения холостого хода;
– изменением индуктивного сопротивления обмоток трансформатора.
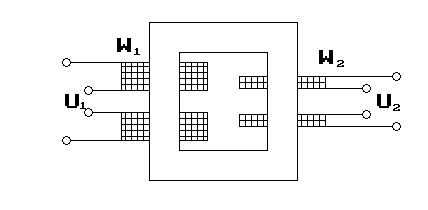
Первый способ
основан на наличии в трансформаторе
секционированных обмоток, соединяя и
разъединяя которые, можно ступенчато
регулировать напряжение холостого хода
U2
и, как следствие, сварочный ток. При этом
![]() , где U1 - напряжение
внешней сети; W1
- количество витков
первичной обмотки, W2
- то же вторичной обмотки. Это, так
называемое, грубое регулирование
сварочного тока.
, где U1 - напряжение
внешней сети; W1
- количество витков
первичной обмотки, W2
- то же вторичной обмотки. Это, так
называемое, грубое регулирование
сварочного тока.
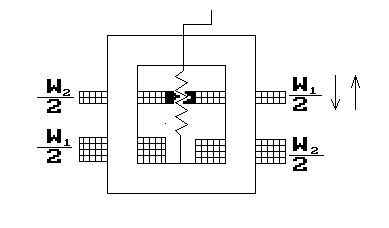
Второй способ дает плавное регулирование сварочного тока путем перемещения по сердечнику подвижных обмоток, в результате чего изменяется индуктивное сопротивление трансформатора. В современных трансформаторах оба способа регулирования сварочного тока совмещаются в одной конструкции.
|
|
Схема трансформатора с секционированными обмотками |
Схема трансформатора с перемещением обмоток |
В сварочных выпрямителях напряжение, необходимое для процесса сварки, внешняя вольтамперная характеристика и сварочный ток обеспечиваются понижающим трансформатором с регулируемым магнитным рассеянием.
В тиристорных выпрямителях полупроводниковый блок может использоваться в качестве регулятора силы тока. За счет управляющих импульсов, подаваемых на тиристорный блок, формируется вольтамперная характеристика выпрямителя и осуществляется его настройка на заданный режим непрерывной или импульсной дуговой сварки. Аналогичная система регулирования используется в инверторных источниках (это источники питания, преобразующие напряжение сетевой частоты в более высокочастотное, которое затем подается на сварочный трансформатор и на выходе его выпрямляется; за счет использования повышенной частоты габариты сварочного трансформатора и, соответственно, источника питания в целом значительно меньше, чем у выпрямителей, работающих на сетевой частоте).