

2. Дефекты сварных швов. Классификация. Основные понятия и определения
В соответствии с ГОСТ 15467-79 термином «дефект» называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Однако в практике контроля используются также понятия о допустимых и недопустимых дефектах. При таком подходе под дефектом понимается любое отклонение полученного сварного соединения по геометрическим параметрам, сплошности или однородности от некоторого сварного соединения с идеальной формой поверхности сварного шва и идеальной геометрией подготовленных под сварку кромок, совершенно сплошного и полностью однородного. В данном случае определение любого недопустимого дефекта совпадает с определением термина «дефект» по ГОСТ 15467-79, а остальные дефекты сварного соединения считаются допустимыми.
Дефекты сварных соединений можно разделить на следующие основные группы:
– дефекты подготовки и сборки изделий под сварку;
– дефекты формы швов;
– наружные и внутренние дефекты.
Дефекты подготовки и сборки изделий под сварку. Дефекты подготовки и сборки изделий под сварку обусловлены несоблюдением требований нормативных документов. К наиболее часто встречающимся нарушениям можно отнести:
– несоблюдение угла скоса кромок:
– непостоянство угла скоса кромок по длине свариваемых элементов;
– слишком большой зазор между кромками;
– чрезмерное смещение свариваемых кромок относительно друг друга;
– излом или неперпендикулярность осей соединенных элементов.
Кроме того, дефектами являются загрязнения, оксидные и шлаковые включения и расслоения металла на поверхности свариваемых кромок.
Дефекты формы швов. Форма и размеры сварных швов задаются нормативной документацией (государственные стандарты, отраслевые стандарты, стандарты предприятия, нормали, руководящие материалы по сварке и т. д. – для стандартных швов и требования чертежа – для нестандартных швов).
Схематическое изображение и наименование дефектов формы швов:
Дефект |
Схематическое изображение |
Неравномерная ширина шва по длине |
|
Неравномерная высота шва по длине (бугры и седловины) |
|
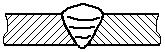
Кратер (углубление, образующееся после обрыва дуги в конце, а иногда и в начале шва) |
|
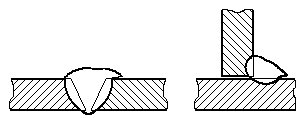
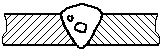
Наплыв (натекание металла шва на основной металл без сплавления с ним) |
|
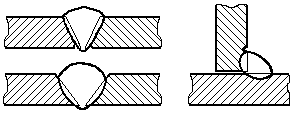
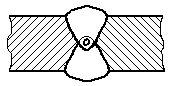
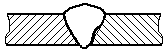
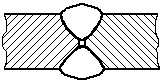
Грибовидность (двухсторонний наплыв в стыковом шве) |
|
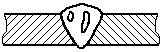
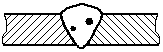
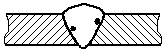
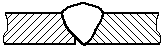
Подрез (местное уменьшение толщины основного металла у границы шва) |
|
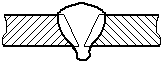
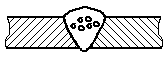
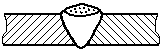
Прожог (полость в шве, образовавшаяся в результате вытекания сварочной ванны) |
|
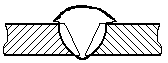
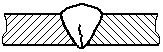
Чрезмерный провар корня шва |
|

Наружные и внутренние дефекты. Наружными дефектами сварного шва являются выходящие на поверхность поры, шлаковые включения, трещины, поверхностное окисление металла шва, а также отсутствие клейма сварщика или нарушение требований по клеймению сварных швов.
Наиболее полная классификация внутренних дефектов приведена в ГОСТ 23055-78 на радиографический контроль. В данном случае схематическое изображение внутренних дефектов:
Наименование дефекта |
Схематическое изображение |
|
|
по сечению соединения |
по радиограмме |
1 |
2 |
3 |
Пора сферическая |
|
|
Пора канальная |
|
|
Цепь пор |
|
|
Группа пор |
|
|
Пора линейная (протяженная) |
|
|
Шлаковое включение (шлак компактный) |
|
|
Шлаковый канал (шлак линейный) |
|
|
Металлическое включение |
|
|
Несплавление в: – однопроходном шве;
– многослойном шве |
|
|
Непровар в корне одностороннего шва без подреза |
|
|
Непровар в корне одностороннего шва с подрезом |
|
|
1 |
2 |
3 |
Непровар двухстороннего шва |
|
|
Трещина продольная |
|
|
Трещина поперечная |
|
|
Трещина радиальная |
|
|
Кроме того, к внутренним дефектам сварного шва относят флокены, химическую неоднородность, изменение механических свойств или электросопротивления металла по длине шва.
Флокены представляют собой внутренние надрывы, заполненные водородом, и имеют в изломе вид белых пятен, а на поверхности – мелких трещин. Флокены образуются в результате высоких давлений, которые развивает водород, выделяющийся при охлаждении (в основном от 2000С до 200С) в поры вследствие понижения растворимости. Флокены могут быть во всех сталях, но наиболее часто они встречаются в сталях, содержащих хром, т. е. в хромистых, хромоникилевых, хромоникелевольфрамовых, хромомарганцовистых и т. д.
Химическая неоднородность наиболее сильно проявляется при сварке разнородных сталей или разнородных материалов в виде «диффузионных прослоек», т. е. скоплений легирующих элементов или химических соединений по линии сплавления.